穿銷機械手的PLC控制的硬件設(shè)計

摘要:本文首先介紹了PLC在柔性制造系統(tǒng)穿銷機械手的應(yīng)用,其次闡述了加蓋機械手的組成及控制流程。從PLC的控制原理角度,設(shè)計了穿銷機械手控制流程圖、電源系統(tǒng)圖、PLC的I/O接口設(shè)計及它們的地址分配,經(jīng)實驗驗證,達到了預(yù)期的控制目的。
目前,柔性制造系統(tǒng)(Flexible Manufacturing System,F(xiàn)MS),由主控計算機和相關(guān)軟件進行控制和管理,進行工件的加工及搬運,進而實現(xiàn)多品種變批量和混流方式生產(chǎn)的自動化制造。工業(yè)上的柔性制造系統(tǒng)的控制功能主要由工業(yè)計算機-PLC完成。本文的穿銷機械手系FMS系統(tǒng)的一個單元,其主要完成工件的穿銷定位功能。
1 穿銷單元的結(jié)構(gòu)組成
穿銷單元的主要功能是通過旋轉(zhuǎn)推筒推送銷釘?shù)姆椒ǎ瓿晒ぜ黧w與上蓋的實體連接裝配,完成裝配后的工件隨托盤向下站傳送。其結(jié)構(gòu)組成如圖1所示。
2 穿銷機械手控制流程圖設(shè)計
穿銷機械手控制流程圖如圖2所示。
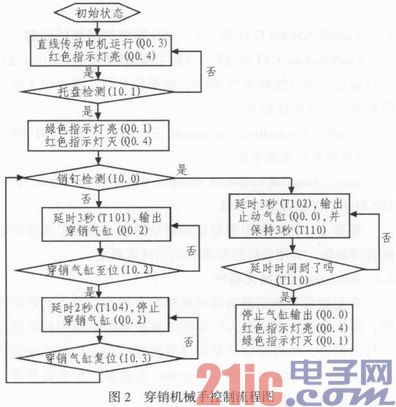
圖中:1)初始狀態(tài):直線傳送電機處于停止狀態(tài);銷釘氣缸處于原位(即旋轉(zhuǎn)推筒處于退回狀態(tài));限位桿豎起禁行;工作指示燈熄滅。②系統(tǒng)啟動運行后本單元紅色指示燈發(fā)光;直線電機驅(qū)動傳送帶開始運轉(zhuǎn)且始終保持運行狀態(tài)(分單元運行時可選用與PLC運行/停止同狀態(tài)的特殊繼電器保持直線傳送電機的運行狀態(tài))2)系統(tǒng)運行期間:①當托盤載工件到達定位口時,托盤傳感器發(fā)出檢測信號,且確認無銷釘信號后,綠色指示燈亮,紅色指示燈滅,經(jīng)3秒確認后,銷釘氣缸推進執(zhí)行裝銷釘動作。②當銷釘氣缸發(fā)出至位檢測信號后結(jié)束推進動作,延時2秒后自動退回。③氣缸退回至復(fù)位狀態(tài)且接收到銷釘檢測信號后,進行3秒延時,止動氣缸動作使限位桿落下將托盤放行。(若銷釘安裝為空操作,2秒后銷釘檢測傳感器仍無信號,銷釘氣缸再次推進執(zhí)行安裝動作,直到銷釘安裝到位)。④放行3秒后,限位桿豎起處禁行狀態(tài),綠色指示燈滅,紅色指示燈亮。系統(tǒng)回復(fù)初始狀態(tài)。本站銷釘連續(xù)穿3次后,傳感器還未檢測到有銷釘穿入,報警器報警,此時應(yīng)在銷釘下料倉內(nèi)加入銷釘。
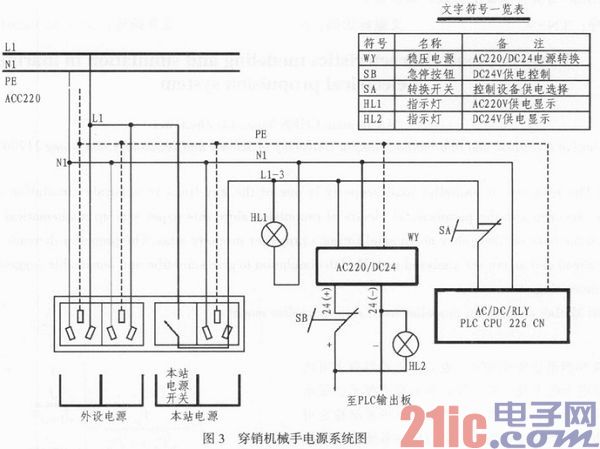
3 穿銷機械手電源部分設(shè)計
穿銷機械手電源設(shè)計圖如圖3所示。
4 穿銷機械手I/O地址設(shè)計
穿銷機械手I/O分配表表1所示。

5 結(jié)束語
本文所設(shè)計的穿銷機械手的PLC的控制電路,可靠性高,抗干擾能力強。經(jīng)實驗驗證,完全達到了實際控制要求,其控制方式值得廣泛推廣、應(yīng)用。











評論