基于柔性制造裝配生產線的PROFIBUS總線設計

摘要:PROFBUS(現場總線)是一種開放的標準通訊協議,是針對一般工業環境下的應用而設計和開發的。它是西門子PLC的常用的通信方式,本文給出了該總線在柔性制造系統上的設計,經實際應用,達到了預期的效果。
本文引用地址:http://www.j9360.com/article/201610/306467.htmPROFIBUS是一種開放的標準通訊協議,是針對一般工業環境下的應用而設計和開發的。協議的標準由EN50170規程加以規定,而且已經被世界范圍的許多制造商開發,贊同和采用。目前,德國西門子公司的S7—300 PLC(總站)與S7—200 PLC(從站)通過EM277進行PROFIBUS DP通訊。
1 柔性制造裝配生產線介紹
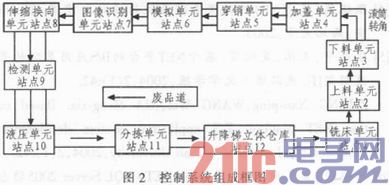
該柔性制造裝配生產線主要完成工件搬運過程的順序邏輯控制,其控制器采用西門子S7—200系列的PLC,有8個單元組成,每個單元各有一個PLC,系統的上位機總站采用S7—300的PLC,它們相互之間采用PROFIBUS(現場總線)進行通信。生產線示意圖如圖1所示。

在圖1中,站點1、2、3、4、5主要完成順序邏輯控制,站點6實現模擬量的控制。在裝配生產線運行中各個站點既可以自成體系,彼此又有一定的關聯。為此,采用了PROFIBUS現場總線技術,通過1個主站(S7—300系列PLC)和12個從站(S7—200系列PLC)組成系統,實現主從站之間的通信聯系。
2 PROFIBUS(現場總線)設計
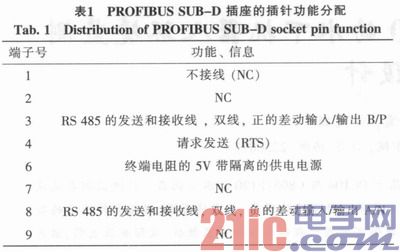
PROFIBUS(現場總線)的通訊協議采用DIN19245標準和EN50170規范.保證PROFIBUS—DP的各個站點之間是開放的,多主的通訊方式,把125個站點鏈接成為一個網絡。本文采用PROFIBUS模板(9針SUB—D插座),PROFIBUS按照分布式I/O系統來操作,即通過RS485串行總線系統把各個站連接在一起,取代了傳統的傳感器和執行機構的布線方式。其控制系統組成框圖如圖2所示。PROFIBUS SUB—D插座的插針功能分配如表1所示。
3 PROFIBUS(現場總線)地址設計
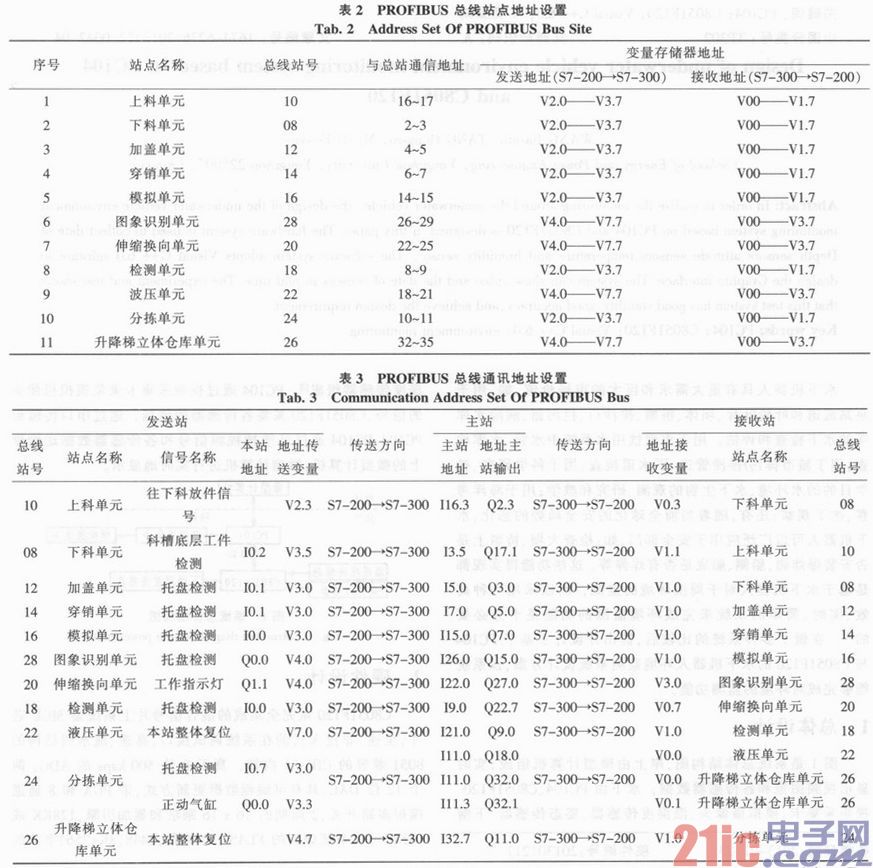
柔性制造生產線中的PROFIBUS總線站點地址設置如表2所示、通訊地址設置如表3所示。
4 結束語
另外,本文所設計的柔性制造生產線中的PROFIBUS系統采用USS的方式對變頻器進行控制和監測。USS協議具有開放的,定義透明的特點,速度快,可達12MBd,所有的變頻器參數都可以通過串行鏈路進行訪問,通過串行總線讀2出數字和模擬的輸入,控制數字和模擬的輸出。該PROFIBUS系統經過實際應用,達到了預期的效果。





評論