基于嵌入式系統和CAN總線的檢修機械臂控制系統

蒸汽發生器(Steam Generator)是核動力裝置中一、二回路之間的連接樞紐,也是核動力裝置運行中發生故障最多的設備之一。蒸汽發生器的故障大多是由于各種腐蝕使傳熱管或管與管板接頭處發生泄漏,從而影響動力裝置的安全運行。由于蒸汽發生器中存在放射性物質,當發生泄漏時,人不能進入其中進行維修,這時就需要機械臂代替人完成維修工作。機械臂檢修系統即通過六自由度機械臂對蒸汽發生器內部進行檢修和維護。該機械臂有六個關節,六軸聯動;主要用于蒸汽發生器(SG)一回路側檢修活動。機械臂的手端裝有適配器,可以攜掛不同的檢修工具,即可根據需要對蒸汽發生器實施不同程度的維護。
本文引用地址:http://www.j9360.com/article/86405.htm由于該機械臂的工作環境的特殊性,所以對機械臂整個控制系統的可靠性提出了更高的要求,這就需要良好的硬件電路設計、功能更強大的微處理器和更好的軟件實現方法。本文以蒸汽發生器六自由度檢修機械臂為應用背景,給出六自由度檢修機械臂的硬件體系結構和上下位機軟件設計方法。在硬件上采用TI公司的TMS320LF2407處理器作為主控制芯片組成SMC控制器,采用工控機作為監控計算機,SMC控制器與監控計算機用CAN總線連接。監控計算機主要完成機械臂控制算法、數據記錄以及實時監控,SMC控制器實現機械臂的控制、傳感器數據采集與通訊功能。在軟件上,SMC控制器采用μC/OS-II嵌入式實時操作系統,并采用模塊化程序設計方法,方便軟件系統管理和后續升級,在監控計算機上采用Visual C++與OpenGL設計監控軟件。
1 檢修機械臂系統描述
機械臂控制系統的組成框圖如圖1所示。
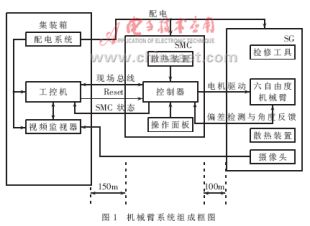
系統主要由分布在三個區域的裝置組成。(1)位于核反應堆廠房外面的集裝箱內的配電系統和監控系統;(2)位于蒸汽發生器附近的SMC控制器,最大距離可達到100m;(3)位于蒸汽發生器下封頭附近的機械臂本體、檢修工具、監控攝像頭,其中集裝箱與SMC控制器最大距離可達到150m。
下面介紹三部分之間的連接關系及主要功能。
(1)集裝箱與SMC控制器:①由集裝箱內配電系統向SMC控制器提供220VAC、48VAC等電源輸出;②集裝箱內監控系統與SMC控制器采用現場總線通訊;③集裝箱內監控系統向SMC控制器提供遠程復位(Reset)信號;④SMC控制器向集裝箱內監控系統提供自身工作狀態信號。
(2)SMC控制器與機械臂本體:①SMC控制器向機械臂本體各直流伺服電機分別提供PWM直流伺服驅動信號;②SMC控制器向機械臂本體各旋轉變壓器提供中頻勵磁信號;③SMC控制器向機械臂本體安裝偏差檢測電位器提供激勵信號;④R旋轉變壓器向SMC控制器提供角度反饋信號;⑤偏差檢測電位器向SMC控制器提供偏差檢測信號。
(3)集裝箱與機械臂本體:①由集裝箱內配電系統向機械臂本體供應檢修工具電源、監控攝像頭電源、散熱裝置電源;②SG附近監控攝像頭向集裝箱內監控系統提供監控視頻。
由于機械臂控制算法計算量大、控制復雜,所以采用上、下位機的分布式控制方法來設計整個控制系統。
2 硬件電路設計
機械臂控制系統有三個主要部件,即工控機、SMC控制器和機械臂本體。工控機主要負責機械臂控制算法、正反解算法、工作狀態顯示、數據記錄以及實時監控,保持與SMC控制器中六個關節控制板的實時通訊;SMC控制器是機械臂的直接控制部件,它接收工控機通過CAN通訊傳過來的機械臂角度、速度及加速度信息,對機械臂本體進行相應的控制,同時將機械臂的關節角度及運行狀態參數通過CAN通訊傳給工控機,機械臂本體接收SMC控制器的指令,并按照指令要求做出機械動作,并將角度信號反饋給SMC控制器。
2.1 SMC控制器硬件電路設計
系統的硬件框圖如圖2所示。系統處理器采用TI公司的TMS320LF2407,它是TI公司新推出的高性能16位數字信號處理器,是24X家族中的新成員,專門為電極控制與運動控制數字化實現而設計。完全履行CAN2.0規范,支持11位標準和29位擴展標識符,完全能滿足系統對電機控制與CAN通訊功能。
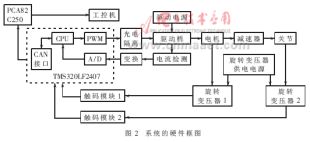
(1)為了反饋關節電機的位置,提高控制精度,使系統運行更加平穩,在電機軸上和減速器后分別安裝了一只位置檢測元件旋轉變壓器,用旋轉變壓器-數字轉換器(RDC)進行軸角解碼,將關節的位置轉換成21位的自然二進制碼送給DSP,實現位置反饋。
(2)電機選取瑞士MAXON公司的RE系列石墨電刷直流電機,額定電壓為24V,電源由一個24V的開關電源提供。電機驅動橋采用SA60脈沖調制型的運算放大器,原理圖如圖3所示。它能給負載提供10A的連續電流,全橋運放可在較寬的電源電壓范圍內工作。

(3)關節電機電流檢測采用電流霍爾器件,經過運算放大器輸入到DSP的A/D轉換中,用于檢測機械臂關節電機是否過流,由此判斷關節電機是否堵轉。
2.2 通訊接口設計
CAN總線是一種串行數據通訊協議,通訊速率可達1Mb/s,采用光導纖維作為通訊介質,保證了通訊的速率與可靠性。數據段長度最多為8個字節,可滿足一般系統控制命令、工作狀態及檢測數據通訊的要求。同時8個字節不會占用總線時間過長、保證了通訊的可靠性。根據整個機械臂控制系統的特點,把工控機設為主控節點,負責與機械臂關節控制節點之間的通訊,對關節控制節點進行統一管理。
工控機與機械臂關節控制節點之間采用問答式的通訊方式,工控機將計算的各關節角度傳給關節控制板,之后控制板將機械臂各關節的角度信息傳給工控機,數據交換完畢后控制板根據收到的角度信息控制機械臂。工控機與關節控制板之間每隔0.1s交換一次數據,工控機每次都根據收到的角度信息進行正反解計算。
(1)CAN總線驅動器采用PCA82C250,它是協議控制器和物理總線之間的接口,該器件對總線提供差動發送能力并對CAN控制器提供差動額接收能力,原理圖如圖4所示。CAN總線與DSP接口電路圖如圖5所示。


(2)工控機與DSP板的CAN通訊采用CAN接口卡PCI-5110,其作用是給計算機增加CAN-Bus現場總線接口功能。
3 軟件系統設計
機械臂控制系統的軟件設計包括兩部分:下位機SMC控制器的控制軟件設計和上位機監控軟件設計。
3.1 下位機軟件設計
μC/OS-II是專門為微處理器設計的一種搶占式實時多任務操作系統,與傳統的DSP系統開發相比,其利用多任務管理、任務間同步與通信等特點,可以在一定程度上提高系統的可靠性和實時性,滿足機械臂控制系統對位置信息采集、CAN通訊以及電流采集的實時性要求。
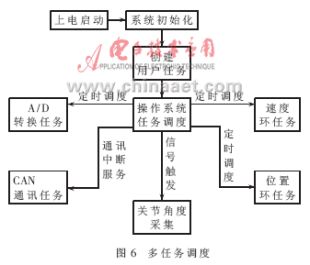
軟件以TMS320LF2407的T0定時器作為操作系統的時鐘中斷源,中斷周期為1ms。創建位置環任務、速度環任務、A/D轉換任務、CAN通訊任務和角度采集,根據機械臂系統的工作特性和功能要求,系統任務劃分如圖6所示。系統任務間的通信和同步用到的系統服務有消息郵箱和信號量。信號量用于控制共享資源的使用權及激發其他任務的產生,消息郵箱用于通知任務的產生;本系統中的任務分為三種:定時產生的任務,由其他任務激活而不需要等待的任務,由中斷觸發產生的任務。圖6同時也反映本系統任務調度情況。
3.2 機械臂控制器設計
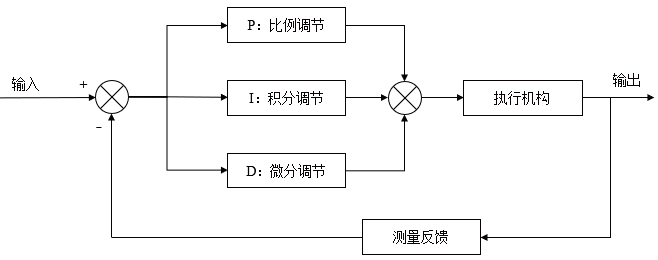
機械臂控制原理框圖如圖7所示。
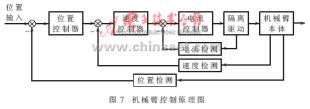
控制器由串聯的三個環構成,其中包括兩個模擬內環(電流環,速度環)和一個控制環。
控制算法綜合采用積分PID控制算法和帶死區PID控制算法:積分分離PID控制算法既能保證系統有較快的響應速度,又有較高的控制精度;帶死區PID控制可使機械裝置運動到位后,控制作用不會頻繁變動,避免不必要的機械磨損。這兩種控制算法魯棒性好、可靠性高、算法簡單,能滿足系統的控制要求。
3.3 系統main函數結構框架
在主函數中用OSTaskCreate( )函數建立初始化任務Task Init( ),初始化任務中建立一系列的信號量和郵箱,喚醒時鐘中斷任務。建立置環任務、速度環任務、電流環任務、A/D轉換任務、CAN通訊任務和角度采集等任務。在μC/OS-II實時內核下整個程序的結構框架如下:
Viod main(void) //主函數
{
硬件初始化;
OSInit(); //內核的初始化
調用OSTaskCreate( )創建初始化任務Task Init( );
OSStart( ); //開始多任務調度
}
Viod TaskInit(void * data) //任務初始化
{
硬件時鐘初始化;
創建用戶任務;
定時檢查系統的狀態;
定時復位看門狗;
}
ISR//中斷服務程序
{
保存處理器寄存器的值;
OSIntEnter( );
執行中斷函數;
OSIntExit( );
恢復處理器寄存器的值;
中斷返回;
}
3.4 工控機監控軟件設計
監控軟件功能模式分為安裝、工作、調試模式。工作、安裝模式分為實和虛兩種模式。工作過程是指機械臂腳趾已經插到管板孔中并脹緊、機械臂處于倒掛狀態后,完成堵管和其他檢測的工作過程。安裝過程是指機械臂進入人孔,其四個腳趾安裝到管板孔并脹緊的過程。虛模式是計算機三維仿真,不控制實際的機械臂。實模式給控制器發各種數據和信息,通過控制器對機械臂的運動和操作進行控制,實際機械臂的位置和姿態與三維仿真保持一致。
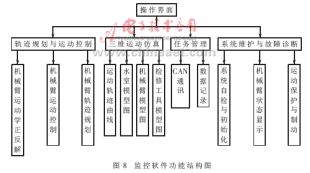
監控軟件按功能劃分為五大模塊:操作界面設計、軌跡規劃與運動控制設計、任務管理模塊設計、三維運動仿真模塊設計和系統維護與故障診斷模塊設計。軟件功能結構如圖8所示。
為滿足系統的控制與仿真功能,采用基于單文檔的OpenGL應用程序實現該監控軟件。
監控軟件的主要功能如下:
(1)主功能菜單:包括模式選擇、作業方式選擇、安裝工作、檢修工作選擇等。
(2)參數設置:CAN通訊設置、機械臂PID控制參數設置等。
(3)機械臂信息顯示:各關節位置姿態信息、CAN通訊狀態、傳感器工作狀態、關節控制電機電流等。
(4)機械臂控制:JOG單關節控制、JOY六關節聯動控制、自動運行控制、關節封鎖控制等。
(5)記錄模式及數據分析:檢修路徑選擇和記錄,路徑優化等。
本文以實際工程實踐中蒸汽發生器的六自由度檢修機械臂為研究對象,通過大量的理論研究和實際調試試驗,設計了一套完整的機械臂控制系統。整套系統的控制精度、可靠性及動/靜態特性等均能達到技術要求,可以很好地完成技術要求中的各項功能,并應用到實際工作中。

pid控制相關文章:pid控制原理
c++相關文章:c++教程
伺服電機相關文章:伺服電機工作原理
pid控制器相關文章:pid控制器原理
負離子發生器相關文章:負離子發生器原理




評論