基于S7-300 PLC的大型電弧爐控制系統

目前,在我國冶金行業中,大多數三相電弧冶煉電爐是靠人工凋整電弧電流進行控制的。由于電弧爐的非線性、大滯后、強耦合、時變及隨機干擾較強等難點,以及工人的經驗不同,冶煉的效果分散性很大,導致產品質量下降,在冶煉的不同階段,控制效果很難一致,系統容易振蕩,增加電極消耗,嚴重時會引起斷電現象,不能保證三相電流的平衡輸入,產品質量不穩定,或者采用的控制器為BOOL型控制模式,輸出為通斷信號,電極的升降速度為恒值,不能根據電弧電流的變化趨勢調整電極的升降速度,容易引起系統振蕩,使超調增大,調節過程加長,影響產品質量,增加能耗,導致電極上下頻繁動作,容易引起斷電現象,并縮短傳動機構的使用壽命。為了解決以上問題,應用自適應控制理論,采用可編程控制器(PLC)為核心控制部件,實現了電弧爐電極升降的自動準確控制,有效地減少了電極短路、斷弧和振蕩現象。
本文引用地址:http://www.j9360.com/article/265704.htm1 電弧爐電極自動系統控制策略
1.1 電弧爐的冶煉過程工藝特點
電弧爐的冶煉過程為間歇式操作,每爐次主要分為引弧加料期和熔化期。前者的特點是電弧不穩定,電流波動極大,易發生斷弧、過電流跳閘和斷電極事故;后者的特點是弧溫較低,爐料比電阻較高,電極弧光埋在未熔化的爐料中,電流隨冶煉的進行逐漸趨于平穩,如果控制的三相電極非平衡滿負荷送電,可能使爐料不能迅速熔化而延長冶煉時問,增大功耗。
1.2 控制方案
依據經典控制理論,只有建立了被控對象的數學模型,再按照系統工藝所要求的靜態指標和動態指標設計校正環節的參數,才能滿足工藝要求。但由于電弧爐具有多變量、非線性、大滯后、強耦合、數學模型參數的不確定性和系統工作點的劇烈變化等特點,其實質是一個多輸入、多輸出、非線性、強耦合的對象,顯然經典控制對此無能為力,甚至用現代控制理論也不能精確地解決問題,因為系統的特征所決定的數學模型難以建立,因此難以實現對被控量的精確控制。通過對電弧爐在冶煉過程中特點的了解,以及對被控對象特性的分析得知,電極調節系統是一個位置控制系統,調節對象是弧長,但由于弧長沒有合適的檢測設備,只能通過檢測電弧爐主電路的電弧電流間接地反映弧長的大小,也就是通過控制電流來控制弧長。
當控制對象的特性或參數隨著環境的變化或運行時間的加長而大幅度變化時,常規的反饋控制難以完成優良的控制,而采用自適應控制的控制方案比較合理。由電弧爐的功率特性曲線得知,不同的電弧電流對應相同的電弧功率,當弧流超過最有利的調節電流時,輸入爐內的功率并未因電流的增加而增大,反而線路的電耗增大,效率降低。在熔煉時,將某一熔煉過程中最有利的調節電流作為電弧電流的額定值,再用自適應控制來調整相關參數。
具體方法如下:當系統開始運行時,首先是點弧程序。其控制思路是:合高壓開關,冶煉開始,三相電極自動下降,在任一相電極接觸到導電爐料時,該相電極自動停止下降,直至另一電極起弧后第一相電極自動起弧,這時系統自動轉入熔煉程序,點弧程序結束。把電弧爐電流值的大小分為5個控制區,如圖1所示。
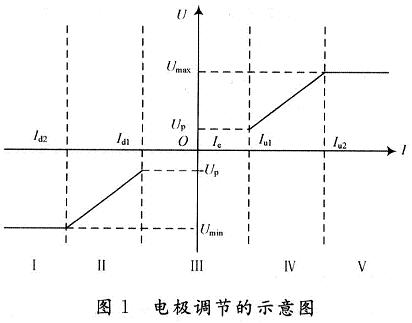
橫坐標表示電弧電流值,縱坐標表示PLC的輸出控制信號(-10~10 V),在工區電弧電流遠遠小于弧流額定值,PLC輸出的控制電壓為Umin,電極以最大的設定速度下降,該區也稱為下降飽和速度區。在Ⅱ區電弧電流小于弧流額定值,電極以速度線性減小下降,改變該區的寬度就可以改變直線的斜率,也就調節了靈敏度,該區也稱為電極下降速度調節區。在Ⅲ區電弧電流等于或近似等于弧流額定值,PLC輸出的控制電壓為0,電極保持靜止不動,該區也稱為非調節區或死區。在Ⅳ區電弧電流大于弧流額定值,電極以速度線性增加上升,改變該區的寬度就可以改變直線的斜率,也就調節了靈敏度,該區也稱為電極上升速度調節區。在V區電弧電流遠遠大于弧流額定值,PLC輸出的控制電壓為Umax,電極以最大的設定速度上升,該區也稱為上升飽和速度區。在非調節區與相鄰兩區的邊界點,PLC輸出的控制電壓為±Up,Up為液壓伺服閥功率放大板的輸入門檻電壓值,0~Up的電壓不能使液壓閥有任何動作。
在上述調節期間如果出現弧光竄動、電流振蕩,甚至短路或斷弧時,再按照一定的程序去調整死區寬度,調整靈敏度和飽和臨界值,這樣反復幾次,直到最佳參數為止。
對輸入PLC的信號進行處理后,輸出可調的速度控制信號以控制電極動作,使每相電極都能依據流過自身的電流而以相應的速度上升、下降或停止,在保證系統穩定性的同時,又提高了系統的快速性,使電爐的冶煉電流始終處于最佳狀態。
2 工藝實踐
由該控制策略組建的自適應控制系統已在某鋼廠調試通過,并能可靠正常運行。運行結果表明,該系統控制精度高,可靠性高,動態響應速度快,弧流控制穩定。提高了電極升降調節的快速性,可以保證電極平穩調節。
2.1 系統硬件
電極升降自動控制系統結構框圖如圖2所示,圖中僅畫出A相電極控制框圖,B,C相和A相相同。
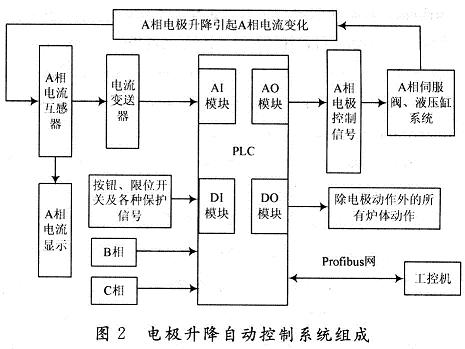
主要部分簡介如下:
PLC選用西門子公司的S7-300 PLC作控制器。用于向上和上位機通訊,接受上位機的命令,并將工業現場的工況如實向上位機傳送。將弧流、弧壓數值、限位開關、繼電器、電弧爐變壓器的各種保護電磁閥的狀態、斷路器的分合閘等信息送給工控機。向下接受各種模擬量和開關量信號。同時控制三相伺服閥、液壓缸系統和各種現場設備。
上位機選用工業控制計算機,通過工控軟件WINCC實現與下位機的對話,通過現場總線Profibus網對系統進行實時監控。
電流采集單元:由于電弧爐變壓器的二次側電流高達數萬安培,因此將電流互感器安裝在一次側。電流采集單元的采集板將檢測到的相電流轉換成0~5 A的信號,再轉換成4~20 mA的電流信號,接到PLC的AI模塊中。同時將電壓互感器檢測到的信號,一方面給顯示電路,一方面給PLC的AI模塊。
伺服閥、液壓缸系統是電極升降控制系統的執行裝置,由電液伺服閥、液壓缸、背壓閥、換向閥等組成。該系統的液壓力為9 MPa。
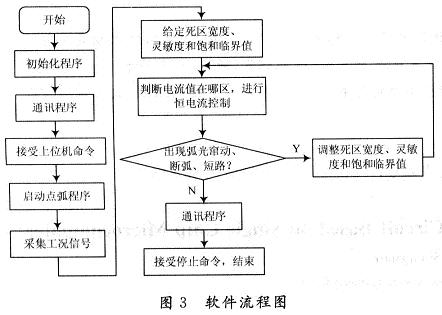
2.2 軟件流程
系統用S7-300 PLC作為控制器,其軟件流程如圖3所示。
3 結 語
系統采用可靠性高,抗干擾能力強的S7-300 PLC作控制器。在此給出了采用靈敏度自適應控制的控制方案,對電弧爐的電極進行自動控制,克服了外界環境對電極控制的影響。該系統已在某煉鋼廠可靠運行。達到了降低電爐電耗,減輕工人勞動強度,提高產品質量的目的。

互感器相關文章:互感器原理
西門子plc相關文章:西門子plc視頻教程
斷路器相關文章:斷路器原理
高壓真空斷路器相關文章:高壓真空斷路器原理 漏電斷路器相關文章:漏電斷路器原理





評論