PROFIBUS在紙機傳動中的應用

隨著造紙企業生產規模的擴大和工業自動控制水平的提高,越來越多的自動化設備如傳感器、調節器、發送器、驅動器及可編程控制器等被應用到造紙工業控制現場。相應地,串行現場總線也用來在這些設備間進行通信。因此,通信和數據流高速傳輸的實現就成為完成電氣傳動和控制的一個必不可少的部分。目前,現場總線存在著各種各樣的網絡標準,這些網絡大多是嚴格保密且互不兼容,其中PROFIBUS 標準是一種開放的、不依賴生產廠家的通信系統標準,所以PROFIBUS 在各種工業控制現場得到了越來越廣泛地應用。尤其是在造紙行業,PROFIBUS 得到了大力推廣。本文針對PROFIBUS 在長網多缸紙機傳動控制系統中的應用進行了詳細的介紹。
PROFIBUS 現場總線技術是由德國Siemens等13 家公司和5 家研究所聯合制定的標準化規范,并于1999 年成為國際標準IEC61158 的組成部分。PROFIBUS 包括3 個同一類、可互相兼容的變種,即PROFIBUS-FMS 、DP 、PA 以適應不同領域的要求。PROFIBUS-FMS(現場總線技術信息規范)的設計旨在解決車間監控級通信任務,提供大量的通信服務;PROFIBUS-DP (分散型外圍設備)用于現場層高速數據傳送;PROFIBUS-PA (過程自動化)適用于過程自動化。PROFIBUS 能夠提供制造業、樓宇自動化和過程自動化各領域統一解決方案的系統,現已在汽車工業、機械制造業、食品工業、運輸業、環保工程等多領域獲得了應用。
1 造紙機傳動控制系統
1.l 造紙機傳動控制系統的構成
造紙機傳動控制是一個控制點多、結構非常復雜的系統,其系統的工作過程概略如圖1 所示。以1760 / 350 長網多缸造紙機為例,整個紙機傳動部分分為主傳動和輔助傳動兩部分:主傳動部分共分16 個傳動點,總傳動功率為368 kw ,主要控制飾面輥、真空伏輥、驅網輥、導網輥、真空反壓輥、光壓輥、烘缸和卷紙機等;輔助傳動部分合計功率42 kw ,主要控制勻漿輥、唇板、損紙攪拌器、張緊器、沖水管、輸油泵、刮刀和副臂等。傳動系統的數據通路主要有2 個:其一是操作屏和PLC 走PROFIBUS-DP 或FMS 通路;其二是PLC 通過CBP 板卡和變頻器走RS485 PROFIBUS-DP 協議通路。為達到控制目的,整臺紙機共配有4 臺操作臺:操作臺OP-﹟l 控制流漿箱及上漿系統有關氣動、電動設備;OP-﹟2控制有關網部、吸移、反壓、二壓及工藝系統有關氣動、電動設備;OP-﹟3 控制有關光壓、部分烘干部及工藝系統有關氣動、電動設備;OP-﹟4控制部分烘干部、卷紙機、稀油站油泵及工藝系統有關氣動、電動設備。每套操作臺配備1 套ET2OOM , 作為遠程I/0 使用;并且裝有PROFIBUS-DP 接口的閥島和單機起停及緊急停車按鈕。其系統控制結構如圖2 所示。
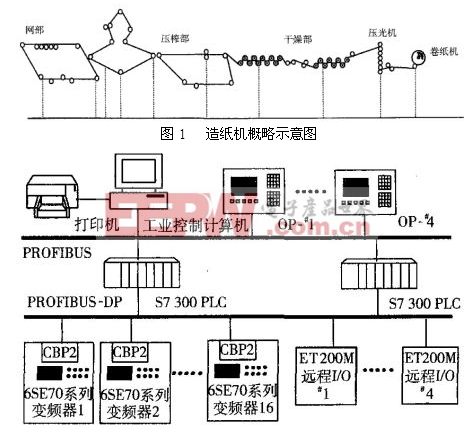 |
圖2 控制系統結構
本系統采用功能強大、軟件功能豐富的S7-300 型PLC CPU315 系統作為控制核心,軟件采用STEP7 Version 5.0 ;變頻器采用Siemens 的6SE7O 系列完整矢量控制高精度變頻調速裝置,其完善的控制性能特別適合紙機系統,如速度鏈給定、分布的速度控制,張力控制及兩者的切換,多種自由功能模塊和工藝模板的組合特別適用紙機的工藝要求;本系統采用了T40O 模塊,它提供了多種工藝控制功能,如卷曲、張力、同步、定位、多電機等;并采用CBP2 板卡插在變頻器中,用于PROFIBUS-DP 的通信;上位監控計算機采用西門子的PⅢ450 加54cm 彩顯;組態軟件采用WIN CC5.O 。通過OPIS 操作屏和PLC , PC 可對多臺裝置進行參數重復設定以提高調整進度。







評論