影響數控飛剪機動態剪切精度的諸因素實驗研究

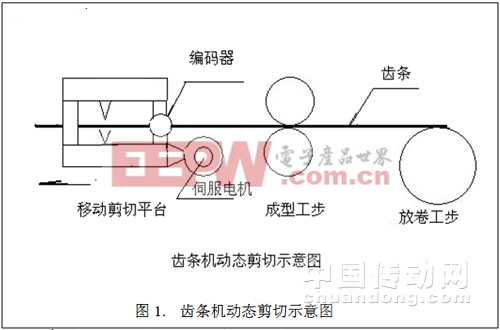
①放卷工步由變頻器驅動實施鋼帶放卷。
②成型工步完成沖齒和成型。
③移動剪切平臺(以下簡稱移動平臺)完成對齒條的剪切。
本文討論的是“移動剪切平臺對齒條的動態剪切過程及其各影響因素”。
1.1移動剪切平臺對齒條的動態剪切過程
⑴齒條的運動
齒條的運動速度由成型工步的速度決定。成型工步由變頻器驅動。其速度是一確定值。
⑵移動平臺由數控系統的伺服電機驅動。移動平臺上裝有編碼器和沖切模。由編碼器對齒條的長度進行數齒計數。由沖切模實施動態沖切。
⑶動態沖切
①在正常工作時,齒條由成型工步驅動以規定的速度運行。齒條進入移動平臺后,安裝在移動平臺上的編碼器對齒條的齒數進行計數,當計數信號到達“啟動計數值”時,數控系統發出伺服電機正向啟動信號。
②移動平臺正向移動跟隨齒條運動速度,當計數信號到達“齒長計數值”時,此時移動平臺速度已經與齒條運動速度相等,系統發出沖切信號切斷齒條。
③移動平臺正向停止,反向運動回到起點。等待下一次沖切循環。
1.2移動平臺控制系統的構成
(1)控制系統主控單元三菱FX1S-20MR。FX1S-20MR負責接收編碼器計數信號,發出移動平臺啟動信號,沖切信號,正向停止信號、反向啟動信號。
⑵移動平臺的伺服電機是數控系統中的一個伺服軸。其正向啟動/停止,反向啟動/停止信號由主控單元三菱FX1S-20MR發送至數控系統。
⑶編碼器為國產編碼器,每轉32脈沖。對應于齒條是每齒1個脈沖。脈沖信號接入FX1S-20MR。
2.移動平臺的動態沖切模式分析
在編制完成移動平臺的PLC程序和設置伺服電機的相關運行參數后,對齒條進行了試切。以5條為一組試驗了各運行參數。其結果是移動平臺運行節拍符合生產要求,但齒條長度長短不一。試驗了各種參數仍然沒有得到滿意結果。為此必須對移動平臺的沖切方式及影響沖切精度的各因素進行仔細的分析,找出影響沖切精度的主要原因。
2.1移動平臺的動態沖切模式分析
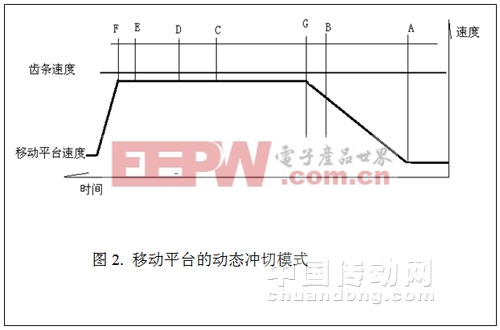
移動平臺的動態沖切過程如圖2所示:
(1)A-B階段:
齒條進入移動平臺后,安裝在移動平臺上的編碼器對齒條的齒數進行計數,當計數信號到達“啟動計數值”時,數控系統發出伺服電機正向啟動信號。
移動平臺啟動加速運行,當“齒條行程”與“移動平臺行程”之差=跟隨行程,即圖2的B點,系統發出計數完成信號(已經達到標準剪切長度)。

伺服電機相關文章:伺服電機工作原理



評論