激光焊接鉛蓄電池端子及模擬技術

1前言
本文引用地址:http://www.j9360.com/article/231447.htm十九世紀發明鉛蓄電池以來,從通用性、低成本的特點來看均優于鎳氫、鋰離子新型電池,目前在工業領域仍起著重要的作用。
作為新動向,雖說鉛蓄電池具有此特征,但對所說的高性能鉛蓄電池,還應體現適應新的領域。采用激光技術焊接小容量閥控式鉛蓄電池端子是公司高新技的一個環節,試制將電池內部的剩余空間減小到極限。采用激光焊接是局部加熱,為減小部件間隔,如圖1所示,已成功地將除極板以外剩余空間減小到7層以下。其結果是體積能量密度有飛躍的提高。
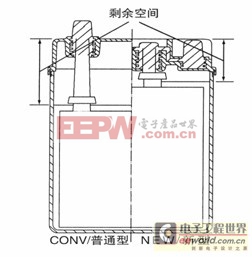
圖1普通型與新型結構的對比
本文敘述了鉛蓄電池端子部位的焊接應用于激光焊接后的效果。采用模擬技術,分析焊接時的溫度,報告了確立焊接條件的結果。
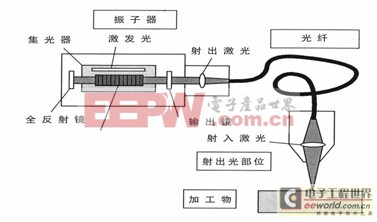
圖2激光焊接機結構
2激光焊接
2.1焊接機
圖2所示為激光焊接機的結構。激光焊接是通過振子振動形成激光,再由光纖傳送到發光部位。發光部位集中的光成為高能,照射到加工的部件上進行焊接。激光焊接的特點是將高能作為微小的焊點照射。局部的熔化進行加工焊接,熱量對周圍的影響能控制在最小限度。
2.2端子焊接的適用性
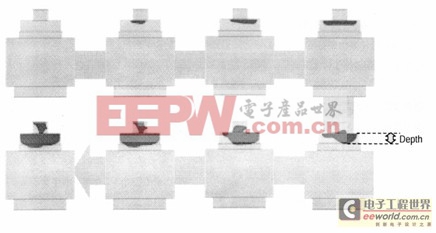
為使電池達到小型化,極柱套高度設計到最小極限,再將加熱的部位與到達周圍樹脂的距離變小。目前的焊槍焊接,加熱到樹脂熔化,有時導致電池的氣密性不佳。氣密性對電池壽命有很大的影響,所以極柱套高度在定值的范圍內很難再減小。
采用激光將這些端子進行試焊接,激光焊接部位集中加熱,熱量對周圍樹脂的影響可控制在最小限度(圖3)。其結果是極柱的高度與傳統產品相比有大幅度的減小。
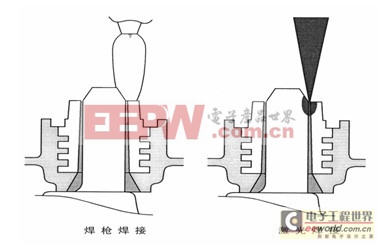
圖3端子焊接方式
為進一步得到更穩定的焊接質量,在模擬熱分析的試驗中,激光焊接條件最佳。以下作一概述。
3模擬分析
3.1分析模式結構
分析時,首先用有限單元法分析模式進行分析,將分析結果與試驗結果進行比較,驗證了分析模式的穩定性。
分析采用有限單元法分析程序,進行單元模式的非穩定非線形的熱分析。分析范圍是焊接的極柱、極柱套及極柱周圍的樹脂,制成圖4(a)所示的模式。這種模式在溫度自由的條件下進行單元分析,獲得圖4(b)的有限單元模式。
邊界條件如圖5所示,激光加熱是一個元件發熱,將發熱點每間隔一定的時間轉移到相鄰的元件,表現出激光的移動照射加熱。放熱是在模型表面通過熱傳導系數,向周圍空氣中散發熱量。在本分析中匆略了輻射熱,鉛熔化時的熔解熱以鉛熱函相對溫度非線形表示。
焊接時激光基本輸出程序示于圖6。這一程序為激光在極柱周圍約2周加熱,這一程序分析的結果如下。

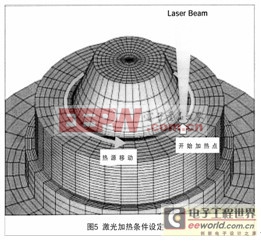
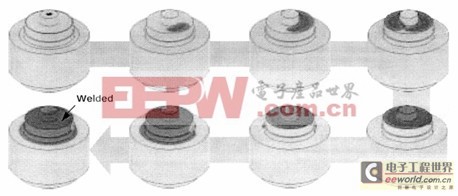
圖8焊接范圍的分析結果
4提高焊接質量的研究
如圖10所示焊接程序,在圓周上各點的焊接深度不相同,特別是在確認10℃~90℃范圍內,沒有得到必保的焊接深度。其原因是整體的激光輸出時,能熔解到極柱套周圍的樹脂,此時判定影響電池的氣密性能。因此,根據模擬分析可得到需要的焊接深度,并求得熱量對周圍樹脂無影響的新程序。
圖12所示,通過傳統程序和模擬程序,最終求出新的程序。新程序中更改的部分,首先為取消以往10℃~90℃范圍含糊不清的焊接深度,增加了焊接第2周最初的激光輸出,為進一步控制所要求以上的加熱,逐步地刪除之后的輸出。
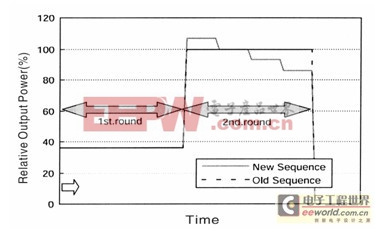
圖12激光輸出程序新舊對比
在新的程序中,將模擬分析結果和實際的結果敘述如下。
圖13所示,按新的程序進行模擬分析,求出焊接深度。與傳統條件對比,焊接深度相同,在周圍得到了預想的焊接深度。四周樹脂部分的最高溫度比以往下降約10℃,所以樹脂熔解的可能性很小。
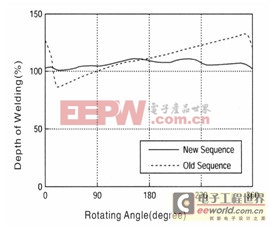
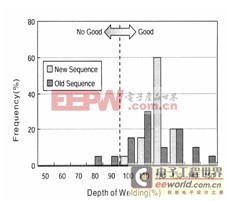
圖13新舊程序焊接程度的模式對比圖14新舊程序焊接深度試驗值的比較
按新程序進行實際焊接,測定焊接深度時的矩形圖與按以往程序進行相同試驗的結果同步示出(見圖14)。傳統條件下焊接深度的偏差大,出現在標準值以下,但在新的程序中焊接深度偏差不足傳統偏差的1/2,全部樣品達到了標準值。以上結果證實激光焊接具有良好的效果,模擬技術是非常有效的方法。
5結論
通過激光焊接,鉛蓄電池端子部位高度集中,使體積能量密度有飛躍的提高。構筑激光焊接模擬試驗模式,溫度有明顯的改善。為使激光焊接達到良好的焊接狀態,模擬技術是非常有效的方式。
圖9焊接深度的分析結果
圖9所示,選擇從側面看到模型時的焊接范圍,以紅色表示。從側面可看到各時點,各位置焊接的深度。從開始焊接位置的角度求得焊接終了時焊接深度的結果,與實際測量值一同示于圖10。確認模擬結果和實際測量值完全吻合,求出周圍樹脂部分的溫度時效的結果與實際測量值一同示于圖11。為使加熱點移到圓周上方,改變測試點與熱源距離的變化,兩者同時形成階段性曲線。通過圖示結果可以確認,模擬曲線和實測值完全一致。從以上模擬結果和實測值的對比證明,用這種分析模式評價激光焊接時溫度的變化是有效的。
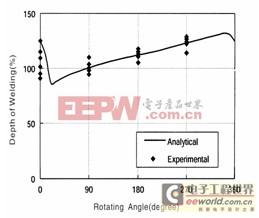
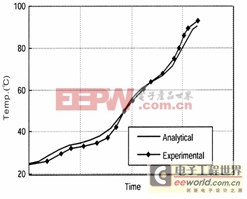
圖10焊接深度的試驗值與實測的比較圖11焊接中樹脂部分溫度的試驗值與實測值的比較
圖4(a)固體模式;(b)有限單元模式圖5激光加熱條件設定
3.2分析結果與驗證
分析結果的溫度分布時效示于圖7。紅色周圍是鉛熔點327℃以上的范圍,即時點熔解的范圍。圖8所示記錄到達各時點最高溫度的分布,紅色范圍是鉛熔點327℃以上的部分,示出到達時點焊接的范圍。圖7、圖8示出的綠色范圍是樹脂熔點在160℃以上的部分。焊接結束時,在160℃以上的范圍只有到達樹脂的部分,因此,只有這部分的樹脂熔化了。如果樹脂熔解,電池的氣密性被破壞,將嚴重地影響電池性能,對此作了如下研究。
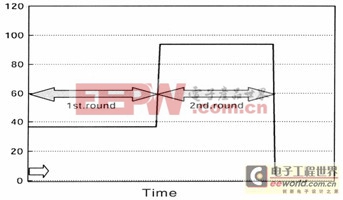
圖6激光輸出程序
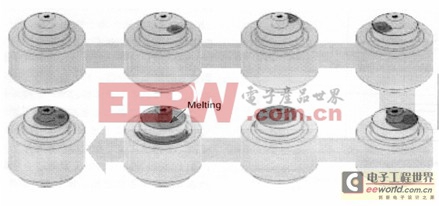
圖7溫度分布分析結果
逆變電焊機相關文章:逆變電焊機原理



評論