采用掃描振鏡與高溫計的激光焊接技術

德國DILAS新型掃描振鏡,融合了同軸溫度探測器在準同步材料表面溫度控制以及快速光線掃描的兩大優勢。該掃描振鏡不但能使用在準同步聚合物焊接中,且能用在同一工作面內非機械定位的某些多焊點回流焊。在焊接過程中,溫度控制過程穩定、可靠。
高溫計控制的激光過程
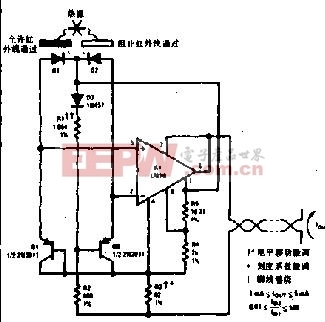
與其他類型的激光器相比,半導體激光器能將能量(電流)直接轉化為激光輻射。半導體激光器允許對激光能量進行快速調節,這對于使用高溫計進行閉環溫度控制的快速加工過程至關重要。在聚合物的輪廓焊接、熔接及熱處理應用中,可以把高溫計傳感器與加工用的光學元件整合在一起,從而能從加工區域探測同軸熱輻射。
為避免高溫計與激光源相互干擾,高溫計的探測器的敏感波長必須與激光源的波長不同。用于材料加工中的高溫計,大多使用在1800~2100nm波長范圍內高度敏感的探測器,而半導體激光器的波長通常為810nm或980nm。
為確定處理制程的絕對溫度,必須要知道材料的一些屬性,如輻射系數及表面特性。然而對于大部分過程而言,材料的這些屬性并沒有確定。例如在軟焊過程中,焊料的狀態是從固態變到液態、然后又回到固態,因此焊料的光學屬性也在變化。在聚合物焊接過程中,熱輻射被玻璃、顏料或其他填充材料所吸收或散射。
對大部分應用來講,一個相應的溫度測量對于開環或閉環過程控制來講已經足夠了。高溫計的控制器能存儲焊接溫度、激光輸出功率等處理數據,以供存檔和分析使用。因此,高溫計是用于質量控制和產品開發的一個有用工具。
掃描振鏡與高溫計
當需要對激光斑進行快速定位或移動時,一種常用的方法是使用掃描振鏡。典型的應用是聚合物的準同步焊接或回流焊。反射鏡使激光束偏離透鏡的光軸,并使光束不再與光軸平行。這會對高溫計的使用產生一些嚴重的后果。標準平場透鏡的光學屬性,如焦距及防反射涂層只能在很小的特定波長范圍內工作。因為高溫計和激光器的波長不同,色差將致使兩者的焦點位置并不相同(見圖1)。也就是說,在加工過程中,高溫計所探測到的輻射并不是來自激光的焦點處。因而,這就不可能實現閉環過程或者甚至是溫度監控了。但是,通過特別設計,能夠實現一個糾正色差的平場透鏡,從而使高溫計和激光的焦點重合。圖2顯示了DILAS的掃描振鏡DL.S20P,它整合了單色高溫計和糾正色差的平場透鏡。該掃描振鏡與DILAS公司生產的COMPACT光纖耦合半導體激光系統配合使用,隨系統還附有用于振鏡和高溫計控制的成熟的軟件。
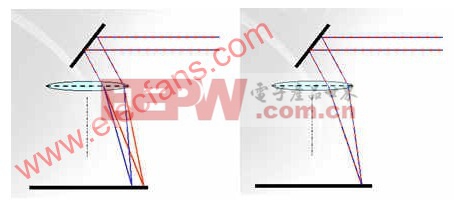
圖1:高溫計和激光在標準的平場透鏡(左)下有不同的焦點,而糾正色差的平場透鏡(右)實現了兩者的焦點重合。
圖 2:DILAS 掃描振鏡 DL.S20P 為閉環溫度控制整合了軸向單色高溫計。
準同步焊接
為了檢驗焊接的特性,我們設計了一個盒子形狀的測試部件,這種部件在汽車行業中最為常見(見圖3)。盒蓋是由摻雜了30%玻璃的PBT(聚丁烯對苯二酸鹽)制成的。我們使用壓縮空氣來漲破盒子來檢驗焊接的質量。
圖 3:激光焊接測試盒
在開環過程中,處理溫度變化范圍很小。使用固定的焊接速度,激光功率必須要保證±2%的穩定性,這樣才能達到大約11.2帕的最大破壞氣壓。
在閉環過程中,處理溫度能夠從210℃變化到280℃,對焊接結果沒有太大的影響。處理溫度變化范圍比在開環過程中大,并且破壞氣壓超過11.7帕。在高溫計的測量范圍中,焊接過程會受到激光透射部件的光學屬性的限制。在近紅外區的透射決定了所能實現的最大焊接速度。掃描振鏡及糾正色差平場透鏡的工作面積范圍,限制了焊接部件的大小。
焊接
用高功率半導體激光器實施的激光焊接,除了在電子制造領域具備優勢外,也能在薄膜太陽能電池焊接應用中大顯身手。使用連續半導體激光器焊接,能獲得幾平方毫米大小的焊點(見圖4)。激光焊接是一種非接觸性焊接技術,而且能精確散熱,熱影響區非常小。這限制了焊接過程中太陽能電池產生的熱應力。
通常硅太陽能電池互相連接成一條細線,然后層疊在模塊里。這種技術要求使用額外的設備來處理又長、又易碎的細線。采用激光焊接,能通過直接焊接疊層,完全避免對細線的處理。這些模塊的層疊順序一般是玻璃、聚合乙烯乙烯醋酸酯 (EVA)、
回流焊相關文章:回流焊原理 色差儀相關文章:色差儀原理 激光器相關文章:激光器原理 透射電鏡相關文章:透射電鏡原理 溫濕度控制器相關文章:溫濕度控制器原理


評論