新一代0.30毫米間距芯片級封裝(CSP)面臨的組裝和設計挑戰

浸液/膏選擇
本文引用地址:http://www.j9360.com/article/203217.htm0.30毫米間距CSP的浸液選擇是基于0.40毫米間距穿透模塑通孔(TMV)堆疊組裝元件的開發活動。
在這些開發活動時,測試了15種不同的浸液/膏材料,主要聚焦浸潤和消除氮回流焊的需求。如表1所示,不同材料之間存在重大差異,但它們在0.40毫米間距穿透模塑通孔(TMV)堆疊組裝中都需要氮氣回流焊。在評估時,頂端和低端零部件都進行了浸潤,以評估流程的穩健性,但在常規生產中,只有頂端元件會浸潤,而真正的良率會更高,但在空氣回流焊下還不夠高。

表1表明0.4/0.4毫米間距PoP需要氮氣,材料A、G、H和N在氮氣回流焊下顯示出100%的良率。材料A、G、H和N被用于0.30毫米間距浸潤流程,但浸潤效果不可接受,即使電氣良率在空氣回流焊中達到100%。
底部充膠選擇
0.3毫米間距CSP的底部充膠材料從流程和可靠性的角度來說很復雜。通常,CSP采用所謂的無充填材料,這從機械角度來說很好,但不適合熱循環。另一方面,倒裝芯片通常使用所謂的底部充膠,從散熱角度來說更好一些,但更加昂貴且不可返工。
流程細節
在組裝痕跡期間,我們使用了兩種不同的0.30毫米間距CSP組裝方法:絲網印刷和浸潤。回流焊在空氣和氮氣中完成。
0.40毫米間距CSP的標準焊膏印刷流程最初使用了標準的電解拋光0.080毫米厚激光切割模板。在所有地方進行了自動焊膏檢查(表2和圖4、5),而自動模板清潔在每次印刷后進行。


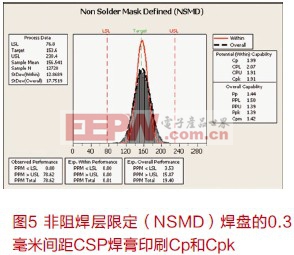
可以看到,阻焊層限定(SMD)和非阻焊層限定(NSMD)焊盤之間存在微小的差異。盡管我們希望獲得更高的Cp和Cpk,結果仍令人樂觀,為我們進一步的開發給出了很好的基線。阻焊層限定(SMD)的Cp和Cpk較低表明,包含所謂的窗口開口的NSMD焊盤的絲網印刷效果更高。對于未來的0.30毫米間距CSP印刷,我們決定使用所謂窗口設計的NSMD焊盤。在僅使用絲網印刷流程的0.30毫米間距CSP的大約400個完整組件的最初測試中,發現了一個問題,在SMD設計焊盤的焊橋上。

pic相關文章:pic是什么
回流焊相關文章:回流焊原理 絕緣電阻測試儀相關文章:絕緣電阻測試儀原理




評論