片狀多層陶瓷電容機械應力失效分析

0 引言
片式多層陶瓷電容器是各電路中重要的電子元器件,因其體積小、電容量范圍寬、介質損耗小、穩定性高等優點,被廣泛使用在各種電路中。但在使用過程中片式電容器一旦失效將對整體電路造成嚴重影響。因此需對片式電容的選型、失效機理及材質特性進行深入研究分析。
1 片狀多層陶瓷電容簡介
片式多層陶瓷電容器是多層疊合結構,相當于多個簡單平板電容器的并聯體,之所以采用多層結構是為了以較小的體積獲取較大的電容量。
多層片式陶瓷電容器的結構主要包括三大部分:陶瓷介質、金屬內電極和金屬外電極。圖1 所示的多層陶瓷電容器是由印好電極(內電極)的陶瓷介質膜片以錯位方式疊合起來,經過一次性高溫燒結形成陶瓷芯片,再在芯片的兩端封上金屬層(外電極)制成。

圖1 片式陶瓷電容結構圖
1.1 失效特性描述
平行電極之間的裂紋主要有兩大原因:一是外部機械應力,這種開裂特征基本存在于電極兩端,會造成電容器數個平行電極之間開裂。二是電容器制造過程中的工藝缺陷,在電容器非常窄的兩個相鄰電極之間產生微裂紋,或電容器電極間存在裂縫,電極之間介質開裂,可導電的污染物夾雜其中,介質介電能力下降而發生漏電甚至擊穿。
1.2 材質特性
片式多層陶瓷電容通常采用鈦酸或鈦酸銀等陶瓷材料作為電介質,陶瓷材料具有硬脆的物理特性,其塑性形變范圍很小,斷裂時呈脆性,這使得片式多層陶瓷電容的彎曲形變超過其承受范圍時極易產生破裂失效。另外,陶瓷材料耐熱沖擊性能較差,在環境溫度急劇變化或內部受熱不均情況下,陶瓷電容也易產生裂紋而失效。
1.3 抗彎曲性
片式多層陶瓷電容能夠承受較大的壓應力,但抵抗彎曲能力比較差。器件組裝過程中任何可能產生彎曲變形的操作都可能導致器件開裂。常見應力源包括:貼片對中工藝過程中電路板操作;流轉過程中的人、設備、重力等因素;通孔元器件插入;電路測試、單板分割;電路板安裝;電路板定位鉚接、螺絲安裝等。類裂紋一般起源于器件上下金屬化端,沿45°角向器件內部擴展。該類缺陷也是實際發生最多的一種類型缺陷。
2 常見應力失效分析
除了生產過程中出現的失效問題,片式多層陶瓷電容器在裝配過程中極易發生應力失效,如運輸震動、機械沖擊、貼片應力、單邊焊料堆積、焊接等。
2.1 PCB板彎曲
PCB 板彎曲導致片式多層陶瓷電容失效如圖2所示。

圖2 PCB板彎曲導致電容應裂失效
原因分析:在生產組裝過程中,避免不了運輸、打螺釘、裝配,探針測試等,產生PCB 板彎曲應力導致器件破損失效。
2.2 單邊焊料過多
單邊焊料過多導致片式多層陶瓷電容失效如圖3所示。

圖3 焊料過多導致電容應裂失效
原因分析:當過程導致焊料堆積,焊錫膏的收縮易導致片式電容器發生斷裂。
2.3 吸嘴貼裝
吸嘴貼裝導致片式多層陶瓷電容失效如圖4 所示。


圖4 貼裝導致電容應裂失效
原因分析:下壓壓力過大及下壓壓力過深,導致吸嘴沖擊,造成電容破損。
2.4 夾具應力
夾具應力導致片式多層陶瓷電容失效如圖5 所示。


圖5 夾具應力導致電容應裂失效
原因分析:定位夾具夾力較大時,或因夾具磨損至形狀變尖時,會在貼片外部電極處留下劃痕,導致內部發生斷裂。
2.5 烙鐵熱量不足
導致片式多層陶瓷電容失效如圖6 所示。


圖6 烙鐵熱量不足導致電容應裂失效
原因分析:使用烙鐵返修時,如未充分預熱,片式電容會因應力導致變形。
2.6 波峰焊預熱不足
失效原因分析:因波峰焊接Dip 前預熱不足,當片式電容器施加超過允許限度的熱應力時,陶瓷外部及內部均會發生斷裂。
3 案例分析
故障主板片式多層陶瓷電容器問題突出,分析為主板采用的大封裝貼片電容抗彎曲能力較差,故障為片狀多層陶瓷電容開裂導致,如圖7 所示。結合片式多層陶瓷電容抗彎曲能力差的特點分析研究,并排查生產過程。

圖7 故障主板片式電容破裂
3.1 故障失效分析判斷
3.1.1 失效機理
根據對故障件的失效分析模式判斷,造成電容暗裂的根源是受到來自生產和檢驗過程中產生的機械應力。
3.1.2 電容抗彎曲能力
根據片式多層陶瓷電容的抗彎曲能力,相關規范中明確1206 及以上封裝抗彎曲能力為2 mm,型號越大的電容抗彎曲能力越弱,而此款電容采用的封裝為1812。根據前期測試驗證數據和售后失效數據統計,1206 及以上型號封裝的電容失效故障率相對較高,見圖8。

圖8 各類封裝片式電容失效對比
3.2 過程排查及驗證
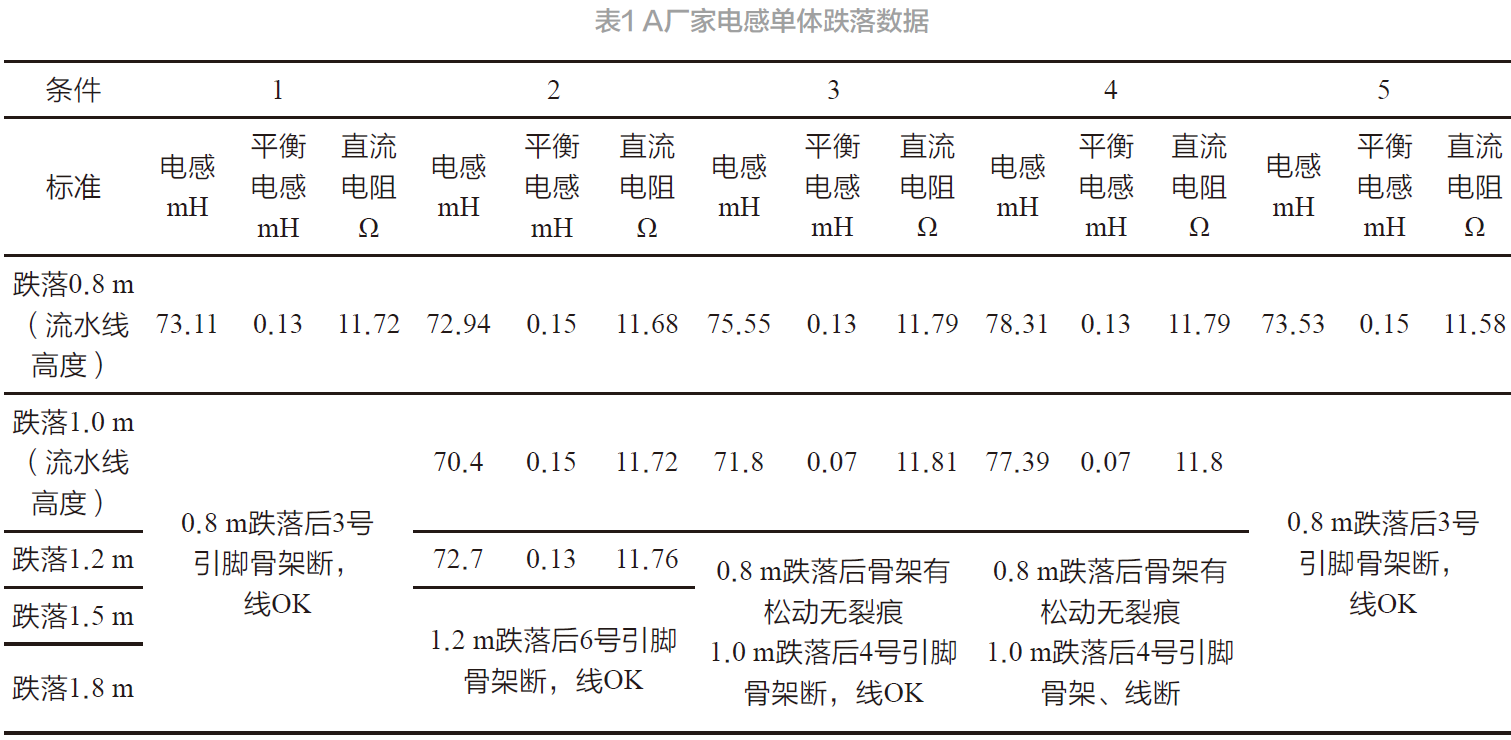
3.2.1 單體抗彎曲強度試驗模擬
從表1 測試數據得出,該片式陶瓷電容器件的重力可以造成器件破損,最小應力在700 ue 以上,與相關標準要求的抗應力指標接近,單體抗彎曲強度、抗應力標準存在波動。


圖9 抗彎曲強度模擬實驗
3.2.2 過程ICT工裝結構排查
目前過程使用此款機型的工裝共計設置13根壓棒,其中在A 面的失效電容位置(C26 在B 面與之對應的位置:圖10 紅色區域)也設置了1 根壓棒。
3.2.3 過程ICT工裝應力測試
在現有工裝測試情況下,ICT 應力測試值符合要求,如圖11 所示,測試峰值為238 ue,取消該失效電容位置上方的壓棒后測試應力峰值為282 ue。
人工設置壓棒,并在壓棒定點的紅色區域移動壓棒位置進行驗證,兩次驗證均沒有使用一體化工裝的應力效果好,驗證情況見圖12。
第1 次驗證在失效電容位置的上方,失效電容應力峰值為577 ue,輕微超出行業標準。
第2 次驗證在失效電容位置的左上方,失效電容的應力峰值為637 ue,應力大于第1 次驗證。

圖10 測試工裝排查

圖11 ITC應力測試

圖12 應力測試數據
3.3 排查驗證總結
一體化ICT 工裝在測試過程中對失效片狀電容產生的機械應力相對較小。驗證人工設置壓棒的方式由于位置上存在差異,失效片狀電容受到的機械應力也有相對差異,同時人工設置壓棒存在操作上的不一致性,受到的機械應力相對較大。
故障主板電容型號為1812,型號越大,貼片電容抗彎曲能力越弱,只有從器件選型上去優化,才能完全規避貼片電容破損問題。
相比1206、0805 封裝電容,1812 封裝器件本體抗機械應力偏弱,個體也存在差異,在過程中存在施加應力導致電容內應力損傷的情況。
3.4 改善方案
3.4.1 ICT 測試工裝采用一體化工裝,如圖13(天板、拖盤、針床一體化),確保測試應力一致性,避免測試下壓過程導致貼片受力破損。

圖13 TCT改善
3.4.2 將電路進行了優化,將原先的并聯改為兩個片狀電容,從選型上優化并更改為串聯,增加冗余設計。有效避免了片狀電容破損問題。見圖14 和15。

圖14 電容并聯結構

圖15 電容串聯結構
3.4.3 如圖16 所示, 針對1206 封裝片狀電容,通過增加電容本體彈性銀層提高抗彎曲能力,目前已徹底解決上述片式多層陶瓷電容開裂的問題。

圖16 增加彈性銀層
4 規避片式多層陶瓷電容斷裂建議
通過片式陶瓷電容常見應力損傷案例及分析,為避免封裝帶來的問題,現提出以下改善建議。
1)如圖17 所示,面對壓力方向,將零件橫向安裝,可減緩來自電路板的壓力;

圖17 模擬縱橫向試壓
2)無論橫豎擺放,片式電容應遠離板邊;
3)使用小封裝電容,減少電容應力故障風險;
4)調整電容布局,使用大封裝電容情況下避免近距離并聯設計;
5)通過增加電容本體的彈性銀層提高抗彎曲能力。
5 結束語
片式多層陶瓷電容因本身脆性特質,在使用中經常出現應力破裂現象,直接影響使用及整體可靠性,本文針對生產過程中的應力對陶瓷電容的影響,結合失效分析研究進行探索。
參考文獻:
[1] 吳廣霖,白瑞林.片式多層陶瓷電容的可靠性應用研究[J].功能材料與器件學報,2014(5):117-121.
[2] 王玉,賈忠中,劉哲.電子產品組裝中陶瓷電容常見失效模式及改善建議[J].電子工藝技術,2018,(3):182-186.
(本文來源于《電子產品世界》雜志2021年11月期)



評論