CC—Link總線在銑床運動控制中的應用

在現代機械制造業中,用戶不僅對機床加工性能提出了更高的要求,而且對自動化生產線上的加工設備提出了集中管理、分散控制的新要求。以普通銑床數控化改造后的運動伺服控制系統為研究對象,實現基于CC—Link現場總線的多臺銑床同步控制,充分利用PLC的高可靠性、編程簡單、功能強大、體積小、經濟合算等優點,提高銑床的加工精度和生產效率,從而體現了CC-Link總線技術在自動化生產線中低成本、高可靠性、可維護性和智能化數據采集的優勢。
本文引用地址:http://www.j9360.com/article/201612/332319.htm1 CC-Link簡介
CC-Link(Control&Communication Link,控制與通信鏈路系統)是三菱電機基于“多廠家設備環境、高性能、省配線”理念開發的,以設備層為主,同時也覆蓋了位于較高層次的控制層和較低層次的傳感器層次,能夠同時高速處理控制和信息數據,實現高效、一體化和過程自動化控制的一種開放式現場總線系統。CC-Link現場總線具有高速、高實時性以及完善的RAS(Reliability、Availability、Serviceability)功能和開放的多廠商設備環境,網絡拓撲結構多樣,可連接各種智能設備,能夠實現分散控制。
2銑床進給運行過程
銑床工作臺的進給運行分為點動和自動循環兩種方式。點動包括步進(點動前進)和步退(點動后退),目的是調整工作臺到達合適位置,以便安裝待銑削工件和實現對刀操作;自動循環加工時是通過工作臺的循環往復運動對工件進行銑削加工,其往返行程由裝在床身的4只限位開關(接近開關)來控制,限位開關被安裝在工作臺側面相互垂直的兩個平面位置,當A, B兩個擋塊與其接觸時發出反饋信號。限位開關安裝位置如圖1所示。
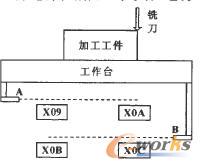
圖1工作臺行程限位開關示意圖
3 CC-Link控制系統的組建
3. 1拉制系統整體方案構建
在構建的CC-Link網絡中,主要由1個主站和3個本地站組成,網絡拓撲結構如圖2所示。對于單臺銑床的控制,根據銑削加工工藝要求,需要由1臺三相鼠籠式異步電動機、3臺交流伺服電動機和與各臺電動機相配套的控制模塊,以及接近開關、指示燈等設備組成。其中三相異步電動機由PLC控制變頻器實現調速,伺服電動機由伺服驅動器驅動。

圖2 CC-Link控制系統的網絡拓撲結構
3.2 CC-Link網絡系統功能模塊配置
一個CC—Link網絡中所使用的各種功能模塊包括:電源模塊、PLC CPU模塊、I/O模塊、運動控制模塊以及通信模塊。主站單元由三菱高性能Q02HCPU、CC-Link通訊模塊QJ61BTI1、64點的DC輸入模塊QX42和32點的QY41P型晶體管輸出模塊組成,主站用于實現對3臺銑床的遠程同步控制,并協調各臺銑床的相互加工過程。
本地站為2號站、4號站和6號站,分別用于控制3臺銑床各自的進給運動。本地站的硬件配置與主站不同之處在于使用了專門的Q172H型運動控制CPU,該CPU通過MR—J3—10B型通用交流伺服放大器來控制相應運動軸的伺服電機,從而實現銑床的進給運動。此外增加了64點的DC輸入模塊QX42和32點的QV41P型晶體管輸出模塊,采用三菱FR-E540系列變頻器實現對主軸的調速控制,本地站通信模塊采用CC-Link網絡通用的QJ61BTll模塊來實現與主站和其他本地站的通信。
3.3 本地站輸入輸出信號地址分配
在銑床運行控制過程中,主要的控制信號有主軸啟停信號、主軸調速信號、點動進給信號、工作臺位置檢測信號以及各運動軸運動控制信號等。下面以本地站(單臺銑床)直線進給過程為例說明其控制過程:
(1)主軸啟停信號。對每臺銑床的主軸啟停控制是各自獨立的,由三相鼠籠式異步電機驅動運轉,控制主軸的正反轉,并通過按鈕開關實現信號輸入。
因此對銑床主軸的控制需要3個輸入信號。
(2)銑床急停信號。當給銑床一個急停信號時,主軸停止運轉并且伺服系統停止進給,這樣需要1個輸入信號和1個輸出顯示信號。
(3)點動進給信號。這一類信號包括工作臺的石、y方向進給信號和主軸沿z方向進給信號,運動過程中需要完成工作臺的前進/后退和左右移動,以及主軸沿z方向的上下移動,這樣共需要6個輸入信號。
(4)極限位置檢測信號。為了防止工作臺和主軸運行過程中超出工作行程,需要在工作臺兩端和主軸立柱上設置限位開關,當工作臺或主軸到達限位開關位置時自動觸發限位信號,使銑床停止進給運行并提示報警信號。在相互垂直的3個方向上共需要設置6個極限位置檢測輸入信號和1個輸出信號。
(5)各運動軸運動狀態信號。顯示各運動軸正常運行的狀態,需要3個輸出信號。
(6)回零及回零完成信號。執行銑床回零操作時,先執行z方向回零操作,然后執行Z和Y方向回零過程,回零完成后顯示各運動軸完成回零位狀態,需要3個輸入信號和3個輸出信號。
本地站的輸入輸出信號用于顯示銑床運行時的各種狀態,輸入輸出信號地址的分配方案見表1,其他各站的I/O分配可參考該方案,在此不一一列出。




評論