基于PLC的微結構光纖毛細管自動剪切收集排布系統

摘要:本文使用一套基于西門子S7-200系列可編程序控制器(PLC)的系統來實現微結構光纖毛細管自動剪切、收集和排布。系統由旋轉編碼器配合PLC高速計數器指令來測量長度,由二氧化碳激光器進行毛細管的橫向剪切,通過替換各種形狀光纖毛細管收集器可以收集并進行各種形狀光纖的自動排布,同時可以顯示、設定切割長度和切割次數。
關鍵詞:微結構光纖;可編程序控制器;編碼器;顯示;二氧化碳激光器
0 引言
微結構光纖是一種由有序或無序的空氣孔構成的微結構包層的新穎光纖。具有許多傳統光纖難以達到的優良特性,因此在許多領域,如光纖激光器和放大器、非線性光學、光纖通信、光纖傳感等許多方面都有著重要的應用。人們對微結構光纖的理論研究取得了一定成就,但是其制備工藝一直是一個難點。最常采用的堆積法,是將毛細管截成合適長度緊密堆積在套管中,堆積成六邊形或者其他結構,中心的毛細管被去除或者用實心棒代替以造成缺陷。迄今為止丹麥和巴斯大學采用最多的還是傳統的堆積法,其制作工藝復雜,給光纖毛細管帶來了很大的污染。微結構光纖預制棒是制備微結構光纖的第一環節,它的好壞會直接影響后面的光纖質量,因此光纖制備工藝亟待改造。這次通過用PLC(可編程控制器)對光纖制備條件進行改造,由自動化設備對光纖毛細管進行自動測量長度及實現剪切,設計了各種形狀自動接收器可以自動接收然后直接進行預制棒的排布,實現了整個制備過程自動化。
1 系統硬件介紹
PLC是一種基于數字計算機技術,轉為工業環境應用而設計的電子控制裝置,可以控制各種類型的機電一體化設備和生產過程。它有體積小、組裝靈活、可靠性高等各種優點。因此整個系統由PLC作為主控部件,型號選用西門子S7-200系列,采用PLC高速計數器指令和光電編碼
器可以實現精確的定長測量,通過四個LED七段顯示器可以實現顯示設定長度以及切割次數的功能。基于光纖毛細管的材質及其特性考慮,切割部分采用二氧化碳激光器,可以實現剪切切口平整并且沒有碎渣。
1.1 定長測量
光纖毛細管是微結構光纖制備的重要原材料,現有的條件只能由人手工測量長度,手工剪切,需要改進。旋轉編碼器是一種光電式旋轉測量裝置,它將被測的角位移直接轉換成數字信號(高速脈沖信號)。因此可將旋轉編碼器的輸出脈沖信號直接輸出給PLC,利用PLC的高速計數器對此脈沖信號進行計數,以獲得測量結果。光纖毛細管的定長測量、定長控制由旋轉光電編碼器配合PLC的高速計數器一起實現。
定長控制包括測量和比較兩個部分,高速計數器有一組預置值,開始運行時裝入第一個預置值,當前計數值等于預置值或者有外部復位信號時,產生中斷。發生當前計數值等于預置值的中斷時,設置下一階段的輸出,設置第一個預置值和第一個輸出狀態,循環又重新開始。
測量物體的長度,需要將單位長度轉換成脈沖量,通過光電編碼器和PLC高速計數器記錄脈沖量的變化,以此達到測量長度的目的。測量長度傳感器采用光電編碼器,采用A相計數輸入,光電編碼器的電源由PLC自身的輸出直流電源24V提供(L+,M)。旋轉編碼器安裝示意圖見圖1。
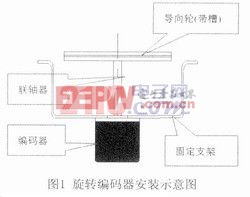
用聯軸器將光電編碼器與光纖導向輪連接固定,使之能夠同步轉動,導向輪轉動帶動編碼器旋轉并輸出高速脈沖信號來測量被切割物體的長度。設導向輪直徑為D,定尺長度為M,P為編碼器每轉輸出脈沖數,光電編碼器機械軸每轉一周位移為πD,則編碼器每發生一個脈沖對
應于被計量的光纖位移長度一信號步長為πD/P;所以到需要的定長M時,所需的脈沖數為MP/πD。設定高速計數器的設定值為MP/πD,當前值等于設定值時,由PLC發出指令控制C02激光器發出切割脈沖,并復位計數器,重新讀入當前設定值。設導向輪直徑D為120mm,光電編碼器每轉脈沖數助200個/轉。可以計算出被切割物體每毫米長度的脈沖數為:每毫米脈沖數=200/120 π≈0.5348個脈沖/mm。







評論