基于AVR單片機的輪胎模具內徑測量系統

摘要:文中所設計的基于AVR單片機的輪胎模具內徑測量系統,采用光柵尺和激光測距儀測量模具內徑,單片機通過接收上位機的命令控制步進電機改變測量點,同時控制光柵尺數顯表進行數據采集實時返回給上位機。上位機將光柵尺數據和激光測距儀數據進行運算后得到模具的內徑,測量精度在4μm以內。
關鍵詞:AVR;步進電機;光柵尺;激光測距儀
輪胎模具用于成型輪胎,其加工質量對輪胎的生產非常重要。為了生產出好的輪胎,必須對輪胎模具加工質量提出高的要求。傳統的加工質量檢測法主要是靠百分表,人為采集數據后分析得出加工質量報告。這種辦法的局限性是需要操作者有一定的工作經驗,而且取樣過程人為控制,精度受到一定影響。近幾年來,輪胎模具工業隨著輪胎的大量需求而得到了快速發展,傳統的檢測方法不能滿足市場需求。光柵尺是一種數字位移測量設備,測量范圍可達幾十米,測量精確在微米級;激光測距儀是一種非接觸測量設備,可以對不規則表面的目標位移進行測量,但是測量距離較小。將大范同的光柵尺和非接觸測量的激光測距儀結合起來就可以實現對不規則面的目標距離進行測量。將光柵尺讀頭與激光測距儀固定在機械橫梁上,運用步進電機控制橫梁的運動,分別對模具不同層面的內徑進行測量。
系統采用AVR單片機實現控制步進電機和光柵尺數據讀取,通過接收上位機的控制命令,AVR單片機控制步進電機運動,數顯表數據和激光控制器位移數據自動經串口發送給上位機,從而完成對模具內徑的自動測量。
1 系統組成
基于AVR的輪胎內徑測量系統主要由AVR單片機、上位機、光柵尺、數顯表、激光測距儀、驅動器、步進電機、電子手輪、行程開關等組成。其功能框圖如圖1所示。
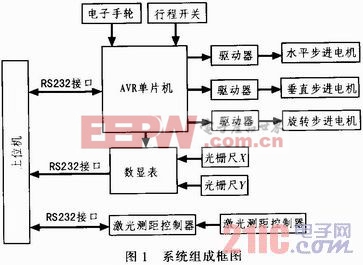
單片機選用的是愛特梅爾公司的ATmega16;上位機采用研華公司生產的ARK3360L工控機,它擁有多個RS232接口;激光測距儀采用的是日本基恩士公司的LK-G85激光測距傳感器和LK-G3001V激光測距控制器,其分辨率為0.1μm,測量范圍-15~+15 mm,測量距離為80 mm;光柵尺采用廣州諾信數字測控設備有限公司的KA300型系列光柵位移測量設備,讀數由其公司的SDS6型數顯表實現。最終的內徑計算由上位機接收到激光測距儀數據和光柵尺數據后完成。
2 系統功能分析
2.1 模具內徑測量方法
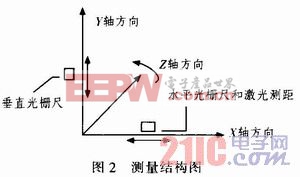
輪胎模具置于靜止的工作平臺之上,旋轉測量平臺處于工作平臺的中心位置,在旋轉測量平臺上的橫梁和立柱可以沿徑向和垂直兩個方向移動,激光感測頭置于測量橫粱上。根據輪胎模具的內徑不同,沿徑向移動測量橫梁,將激光感測頭移動至測量范圍內,即可測得激光感測頭至輪胎模具內圓的距離,再通過利用光柵尺測量橫梁徑向移動的距離,換算出輪胎模具的內徑。通過控制電機旋轉測量平臺,就可以按照節距逐一測量輪胎模具內徑,從而得到輪胎模具的圓度。將測量橫梁沿立柱垂直移動,就可以測量輪胎模具不同垂向高度的內徑,從而得到模具的圓錐度。
測量系統一共有3個步進電機控制測量設備沿3方向運動;兩把光柵尺讀取水平和垂直位移數據,還有激光測距儀實現非接觸位移測量,其測量結構如圖2所示。

接地電阻相關文章:接地電阻測試方法
行程開關相關文章:行程開關原理







評論