PLC在飲料灌裝機控制系統中的應用

0 引言
本文引用地址:http://www.j9360.com/article/162065.htm飲料灌裝機用于灌裝各種各樣的瓶裝飲料, 適合大中型飲料生產廠家。早期的灌裝機械大多數采用容積泵式、蠕動泵式作為計量方式。這些方式存在一些缺點, 例如: 罐裝精度和穩定性難以保證、更換灌裝規格困難等。本系統采用的飲料分裝計量是通過時間和單位時間流量來確定的, 計量精度由可編程序控制器( PLC) 控制確定, 通過人機界面———觸摸屏監測運行狀態, 可在線修改運行參數。PLC控制具有編程簡單、工作可靠、使用方便等特點, 在工業自動化控制領域應用廣泛。觸摸屏是顯示器和觸摸開關一體型的可編程終端( PT) , 是新一代先進的人機界面產品。專為PLC應用而設計的觸摸屏集主機、輸入和輸出設備于一體, 適合在惡劣的工業環境中使用。
1 工作原理
飲料灌裝機主要包括三大部分: 恒壓儲液罐、夾瓶及灌裝頭部分、變頻調速傳送帶部分。主機的上部是恒壓儲液罐, 里面有上限位和下限位液位傳感器,它們被淹沒時是1狀態。液面低于下限位時恒壓儲液罐為空。飲料通過進液電磁閥流入恒壓儲液罐, 液面到達上限位時進液電磁閥斷電關閉, 使液位保持穩定。灌裝設備生產工藝流程見圖1。

圖1 工藝流程圖
恒壓儲液罐下面是夾瓶及灌裝頭部分, 共有24個灌裝頭。夾瓶裝置由氣壓缸1驅動下降, 下降到位后, 夾瓶裝置由氣壓缸2夾緊定位, 下降及夾緊由行程開關控制位置。定位夾緊后, 灌裝頭由氣壓缸3驅動下降, 到位后灌裝頭電磁閥打開, 開始灌液, 延時后電磁閥關閉, 通過控制電磁閥的開啟時間達到灌裝容量控制。
傳送帶電動機由變頻器控制, 實現無級變速, 達到系統經濟運行的目的。電機啟動1 s后, 進瓶氣缸縮回、開始進瓶, 3 s后出瓶處氣缸4 伸出擋住空料瓶。進瓶處設置光電開關檢測進瓶個數, 當檢測到24個時, 出瓶處氣缸5 伸出不再進瓶, 傳送帶電動機停止。這時, 灌裝頭下降到瓶口, 由通過觸摸屏輸入的時間使PLC控制灌裝頭的開啟時間。灌裝結束后, 灌裝頭上升, 夾瓶裝置放松、上升。出瓶處氣缸縮回, 傳送帶電動機又開始轉動, 1 s后進瓶處氣缸5縮回, 光電開關又開始檢測進瓶個數。
2 硬件系統設計
2.1 系統框架
該系統既有開關量控制又有模擬量變頻調速控制。設備既可以自動連續運行, 各運動點又可人工點動操作, 這樣對應于各種操作的輸入點、需要顯示的動作狀態信息輸出點有很多。這些I/O信號如果采用電器按鈕、指示燈顯示的方式, 會大大增加硬件模塊及電氣連線, 相應故障率也會加大。我們采用PLC與觸摸屏相結合的方案。觸摸屏的畫面是用專用的組態軟件設計完成后, 再通過計算機的RS - 232C串行通訊口下載到觸摸屏。PLC與觸摸屏之間通過串行接口通訊, 連線簡潔。系統框架如圖2所示。
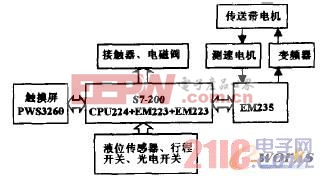
圖2 硬件系統框圖

pid控制相關文章:pid控制原理
西門子plc相關文章:西門子plc視頻教程
pid控制器相關文章:pid控制器原理
光電開關相關文章:光電開關原理 行程開關相關文章:行程開關原理









評論