基于動物飼料稱量PLC控制技術應用

摘要:動物飼料稱量是動物飼料各種含量檢測前處理階段一個重要環節,傳統機械杠桿稱重方法有較大的機械誤差,影響稱量速度和精度。介紹用PLC控制技術作為動態稱量測控設備的支撐核心,這個控制方案在硬件和軟件設計中采取相應措施和動態控制方法。滿足了在線快速動態重量計量的要求、大大提高了測量數據精度,同時也提高了工作效率。
關鍵詞:飼料檢測;稱量;動態誤差;PLC控制
0 引言
目前動物產品質量安全檢測中心在進行動物飼料各種含量檢測的前處理階段大部分還是采用手工操作的方式。采用手工操作有兩大不足:一是工作效率低。據某動物產品質量安全檢測中心負責人反映,由于檢測前處理采用手工操作,一天約能檢測試品8份(理想狀態),即一個星期約能檢測30份飼料樣品。這種檢測速度難以適應客戶的要求;二是檢測精度不高,誤差大。由于是手工操作,在稱量飼料時,采用傳統機械杠桿稱重方法稱量,而此種方法稱量采用目測方式。不同的人目測得到的結果會有所不同,勢必會造成人為誤差。
在飼料各種含量檢測工作的前處理階段,由于對稱重計量要求比較高。而PLC控制技術能很好的兼顧了動態稱重計量的精度和速度。如果把PLC控制技術引入到飼料各種含量的前處理階段,即飼料的稱量中,這樣既滿足了在線快速動態重量計量的要求,測量數據精度可以大大提高,同時可以提高工作效率。
本課題成員對一家動物飼料安全檢測中心進行自動化改造。在改造過程中采用PLC控制技術作為動態稱量測控設備的支撐核心。在硬件和軟件設計中采用了一些措施和動態控制方法,較好的解決了稱量速度與精度的矛盾,實現了飼料各種含量檢測的前處理階段進行動態稱量計量的精度和速度要求。
1 自動控制系統框圖設計
用稱重傳感器、應變式拉力傳感器、相應閥門、放大器和PLC組成測控系統來完成飼料的稱重、計量的工藝過程,如圖1所示。該系統用PLC作為控制核心,配以稱重傳感器、應變式拉力傳感器、放大器、機械裝置和各種電動執行器,實現飼料的動態在線稱重計量工作。
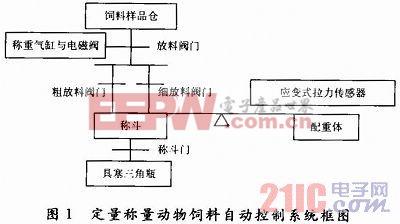
稱斗上方是放置所需要稱量的飼料樣品倉,在該倉中的原料來自要求測試各種含量的飼料散狀樣品料。在樣品倉下安裝有一個螺旋進料裝置,該裝置由一臺電動機驅動。當電機起動時,則樣品倉中的粉狀飼料就隨著傳輸絞籠的旋轉而進入稱斗中稱量。進行稱斗之前要經過兩個閥門。第一道閥門是放料閥門,放料閥門與稱重氣缸和電磁閥相連接直接控制。第二道閥門分粗放料閥門和細放料閥門。進行粗放料讓力傳感器感應到重量已達到所要求的90%~95%時,則關閉粗放料閥門,開放細放料閥門。稱斗上裝有兩個S梁式應變式拉力傳感器,稱斗的重量信號直接由該傳感器組轉換成與之對應的電壓信號,經放大器把該電壓信號放大后送入PLC中的模擬量模塊進行數據處理,當達到預定值時,PLC控制停止下料,然后由PLC控制打開稱斗門,把飼料樣品送入到具塞三角瓶。如此就可以完成了飼料稱量的自動化過程。
2 PLC控制流程圖設計
整個自動控制系統由PLC來控制。由于系統采用二級給料方式。粗給料流量大,用短時間加入額定重量的90%~95%,還剩余的則采用精放料形式來實現。這樣即可保證速度,又可保證精度。PLC控制流程圖如圖2所示。
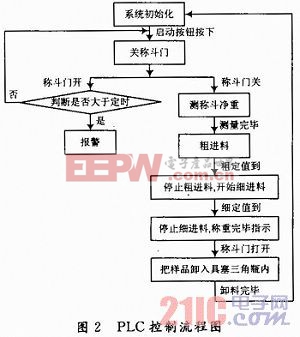
由PLC控制流程圖可見,進行每次稱量工作前,都測試稱斗的凈重,主要是為了消除由于飼料的粘附引起的稱量誤差。停機時要設置相應處理功能,保證停機排空稱斗內飼料。一方面可保證下次開機時稱斗內無粘附飼料,且避免了飼料較長時間停留在稱斗內吸濕而凝結在稱斗壁上。細加料信號完畢后,待其穩定,然后進行實測,得到誤差,以使下一個循環進行補償校正。
系統功能為:對飼料重量實現自動控制,所需要稱量的飼料重量設定值通過PLC設置來實現;每次精放料工作完成后進行稱斗的凈重檢測修正;對稱量誤差進行自動補償;系統應該設置有相應的故障檢測、報警信號。











評論