星辰伺服系統在定長橫剪生產線上的應用

一.市場現狀
目前,在一些定位精度或動態響應要求比較高的運動控制中,廣泛使用數字式交流伺服系統。這種伺服系統的驅動器對電機軸后端部的光電編碼器進行位置采樣,在驅動器和電機之間構成位置和速度的閉環控制系統。其位置控制分辨高,可靠性好,已成為伺服系統的發展趨勢。
定長控制廣泛應用在軋鋼生產中,其控制性能的優劣直接影響著產品的質量。目前大多數老的生產線還是采用傳統的直流伺服控制,但在新的生產線尤其是對生產效率和產品精度要求較高的場合廣泛使用數字式的交流伺服系統,其優越的性能已在生產中得到了充分的體現.
1.系統組成
開卷較平橫切機組是一種常用的板金設備,通常它將0.2mm~4mm的金屬卷材按照用戶的要求橫切成板材。卷材橫剪機組主要有放料部分、較平部分,活套部分、送料部分、剪切部分和碼垛部分組成。送料部分的運動是間歇運動,在送料運動停止期間,剪刀部分運動并將送料部分送來的材料橫向切斷。放料和較平部分是連續運動的,而活套部分是協調送料部分和放料部分的速度。機組的結構示意圖如圖1所示。
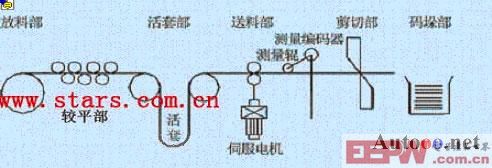
圖1 開卷較平橫切機組的結構示意圖
2.工作原理
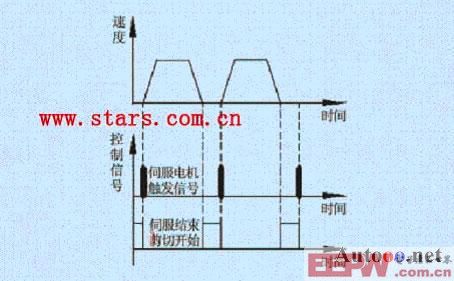
在該類機組中卷材的橫切是在材料停頓時刻進行的,也就是說,切刀刀口分離時,定長控制系統啟動,長度由內含脈沖發生器的伺服驅動器進行控制,觸發開始后,系統直接以預設的加減速率、最高速度、S曲線以及目標長度為基本參數,計算出運轉速度曲線,直接驅動伺服馬達自動運轉至定位。當輸送的長度到達規定長度時,卷材停止運動,切刀刀口閉合,將卷材切斷。依次循環,自動地將卷材切割成規定長度的板材。其速度曲線如圖2所示

相關推薦
-
informationspy | 2007-08-05
-
-
-

-
-
-
黃品冠 | 2007-09-18
-
-
-
-
-
-
-
-
-
simonmao8385 | 2014-01-16
-
star800 | 2007-09-28
評論