基于TMS320F2812的高精度伺服位置環設計

引言
機床是裝備制造業的母機,也是裝備制造業的引擎。我國“十一五”發展規劃明確規定:國產數控機床國內市場占有率要達到60%,高端產品與國際先進水平的差距縮小到5年以內。
作為數控機床的重要功能部件,永磁同步電機伺服驅動裝置是數控機床向高速度、高精度、高效率邁進的關鍵基礎技術之一。隨著新的微處理器、電力電子技術和傳感器技術在伺服驅動裝置的應用,伺服驅動器的性能獲得極大的提高。如日本的安川公司利用新的微處理器,以及通過擴充新的控制算法,速度頻率響應提高到了1.6kHz,具有自動測定機械特性,設置所需要的伺服增益功能,實現了“在線自動調整功能”;發那科公司的新一代驅動器則采用了1600萬/轉的高分辨率的編碼器,高精度電流檢測,實現了高速、高精度的伺服HRV (高響應向量)控制算法,伺服電機的最大控制電流減少50%,并減少電機發熱17%,使得伺服驅動裝置可以獲得更高的剛性和過載能力。國內在高性能伺服驅動技術方面,與國外名牌企業仍存在較大的差距,已成為制約我國發展中高檔數控系統產業的“瓶頸”問題。
針對舊產品的信號處理時間長,電流與位置信號檢測精度低的不足,本系統以TMS320F2812 DSP為控制器,縮短了信號處理時間且提高電流采樣精度;位置檢測用多摩川的TS5667N120 17位絕對式編碼器以提高了位置檢測精度。系統在數控加工中心的應用中,具有定位無超調、高剛性、高速度穩定性,達到了設計指標,可以滿足微米級加工精度的要求。
系統硬件設計
系統硬件以 TMS320F2812DSP控制器、三菱公司的IPM功率模塊、多摩川公司的TS5667N120 17位絕對式編碼器為主要功能部件,硬件系統框圖如圖1所示。
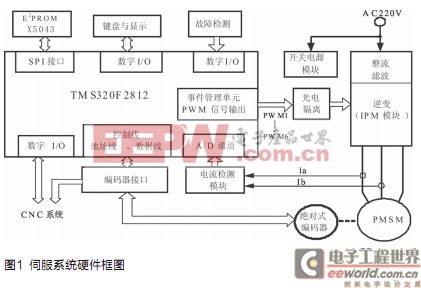
圖1中TMS320F2812 DSP為控制核心,接收來自CNC、編碼器接口、電流檢測模塊和故障信號處理模塊的信息,完成對永磁同步電機控制和故障處理。光電隔離模塊作為電子電路與功率主電路的接口,將DSP發出的SVPWM信號送入IPM模塊,完成DC/AC逆變,驅動電動機旋轉。編碼器接口將絕對式編碼器所記錄的永磁同步電動機的磁極位置、電動機轉向和編碼器報警等信息送往DSP,同時將永磁同步電動機的位置信息送往CNC。電機相電流經電流檢測模塊量測、濾波、幅度變換、零位偏移、限幅,轉化為0~3V的電壓信號送入DSP的A/D引腳。功率主電路的過壓、欠壓、短路、電源掉電和IPM故障等信號經故障檢測模塊檢測與處理后,送入DSP的I/O端口。鍵盤與顯示模塊是控制器的人機接口,用以完成控制參數的輸入,運行狀態與運行參數顯示。存儲器模塊用以存儲控制參數與系統故障信息。
系統軟件設計
按任務劃分,系統軟件由任務與任務管理模塊構成,任務管理模塊對人機接口、控制算法、加減速控制、故障處理等四個任務進行調度管理。控制算法主要包括:調節器控制算法、矢量控制算法和數字濾波器算法等。
按照結構化程序設計方法,遵循“功能獨立”的原則,將系統軟件劃分為主程序模塊和矢量控制程序模塊兩大部分,各部分又劃分為若干子模塊,以利于軟件設計、調試、修改和維護。矢量控制軟件設計采用典型的前后臺模式,以主程序作為后臺任務,中斷服務程序作為前臺任務。根據矢量控制算法的特點,中斷服務程序只處理實時性高的PWM控制子程序,把系統的一些測量、鍵盤處理和顯示等一系列實時性不高的任務放到后臺任務。
主程序是軟件的主體框架,其工作過程是:系統上電復位后,依次對片內外設進行初始化、從E2PROM中讀出控制參數、LED顯示初始信息。初始化完成后,主程序循環執行LED顯示、鍵盤處理和參數計算與保存。
PWM中斷服務。在PWM中斷到來時,首先讀取編碼信號,進行角度和速度計算,接著進行A/D采樣并執行clark和park變換,然后進行PI調節、反park變換,最后進入空間矢量模塊,產生PWM信號。
控制器算法
系統采用三環控制結構,電流環、速度環采用PI控制,位置環采用比例加前饋補償控制。
PID控制算法
PID控制算法是控制中最常用的算法,對于大多數的控制對象采用PID控制均能達到滿意的效果。為防止PID調節器出現過飽和,系統采用帶退飽和的PID控制器,如圖2所示。

離散PID控制算法如下:

式中,![]() 為飽和前的輸出,KP為PID控制的比例增益,Ti為PID控制的積分時間常數,Td為PID控制的微分時間常數,Kc為退飽和時間常數。
為飽和前的輸出,KP為PID控制的比例增益,Ti為PID控制的積分時間常數,Td為PID控制的微分時間常數,Kc為退飽和時間常數。
位置控制器的控制算法
位置控制器采用比例加前饋控制結構,如圖3所示,其中Gm為電機的傳遞函數,Gspd為速度環的傳遞函數,Gpos為位置環的傳遞函數,Fpos為位置前饋控制器傳遞函數。
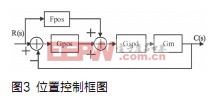
系統的傳遞函數為:
當Fpos(s)=1/(Gspd(s)Gm(s))時,H(s) =1,則可使輸出完全復現輸入信號,且系統的暫態和穩態誤差都為零。其中當速度調節器采用PI控制時,在位置環的截止頻率遠小于速度環的截止頻率時,速度環可等效為一個慣性環節,電機可等效為一個積分環節,于是Fpos(s)可以看成加速度前饋和速度前饋兩部分[5],其中:位置前饋中加速度項差分方程:
![]()
式中R(k)為第K個采樣周期中的位置給定信號;Yaf為第K個采樣周期中加速度信號的輸出,Kaf為加速度前饋比例系數。
位置前饋中速度項差分方程:

式中R(k)為第K個采樣周期中的位置給定信號;Yaf為第K個采樣周期中速度信號的輸出,Ksf為速度前饋比例系數。
相應的位置環P的差分方程:
![]()
式中R(k)為第K個采樣周期中的位置給定信號;C(k)為第K個采樣周期中的位置反饋信號,Ye為第K個采樣周期中位置環信號的輸出,Kc為位置環比例系數。
絕對式編碼器通信程序
絕對式編碼器與DSP的接口采用CPLD作為接口芯片。CPLD的程序采用VHDL語言編寫,程序結構如圖4所示。此電路完成串行輸入數據到并行輸出數據的轉換,以及并行輸入數據到串行輸出數據的轉換。
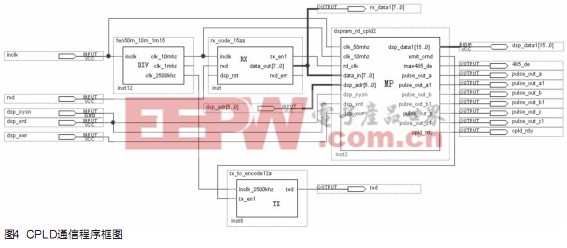
圖4中,模塊DIV為時鐘分頻器,TX模塊接收來自微處理器接口模塊MP的8位并行數據,并通過端口DOUT將數據串行輸出到RS-485端口。反過來,RX模塊接收串行數據輸入,并以8位并行格式發送至MP模塊,MP模塊同時將接收到的位置信號轉成脈沖形式輸出,實現與CNC的連接。
實驗結果分析
本設計,應用虛擬儀器技術設計出實驗測試平臺,記錄實驗測試結果。虛擬測試平臺配置如下:軟件NI LabVIEW 8.0,硬件NI M系列多功能數據采集卡PCI-6251,16、NI 計數器/定時器PCI-6602。
圖5給出了加工過程中的速度波形。圖5表明,系統的加、減速時間小于200ms;無位置超調;穩定時,速度波動小于0.1轉。速度頻率響應:大于300Hz;速度波動率:小于±0.01%(負載0~100%)、0(電源±10%);調速范圍:0.1rpm~3000rpm;回轉定位精度:1個脈沖。
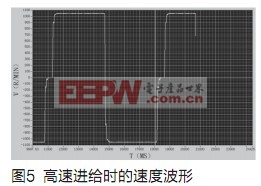
圖6給出了驅動器配國產某品牌加工中心的機械加工結果。實驗測試數據:上表面表面粗糙度Ra1.6μm;側面(即測量面)的粗糙度Ra3.2μm。
結語
針對數控機床進給控制,采用磁場定向控制與前饋補償控制,以 TMS320F2812DSP 控制器、IPM功率模塊、TS5667N120 17位絕對式編碼器為主要功能部件,設計出的永磁同步電機伺服驅動控制器,在數控加工中心的應用中,具有定位無超調、高剛性、高速度穩定性,達到了設計指標,可以滿足微米級加工精度的要求。




評論