基于Profibus DP的紙機傳動控制系統設計

一、項目簡介
山東德州興泰紙業公司是山東照東方紙業集團新建的具有國內領先水平的高檔板紙生產企業。其高檔板紙項目為國家經貿委批復立項的國家重點技術改造"雙高一優"項目。公司位于山東省平原縣龍門經濟開發東區,占地500余畝,總投資5億元,主要生產100-300g/m2環保型高檔工業板紙。設計生產能力為20萬噸/年。該項目采用日本、歐美等國家的先進的生產工藝設備,配置了國內先進的4400/450板紙機生產線,是國內生產規模最大的生產線之一。項目工藝以美廢(歐廢、國廢),木漿為主要原料。可參閱下圖(一)。

該4200/450紙機傳動控制系統以西門子S7-400PLC為主控制器,以5個S7-200PLC為輔助控制器,同時配合5個OP270操作屏作為系統操作控制
面板。由于該傳動系統共有傳動點40個,再加上主從控制PLC、操作屏,整個系統的節點數共有50個,必須采用高速通訊網絡來實現實時數據交換與控制,因此采用西門子profibusdp高速現場總線通訊網絡來構建整個傳動系統,從而保證系統反應迅速及時,并能可靠運行。
二、控制系統構成
紙機控制系統的結構圖如下圖(二)所示:
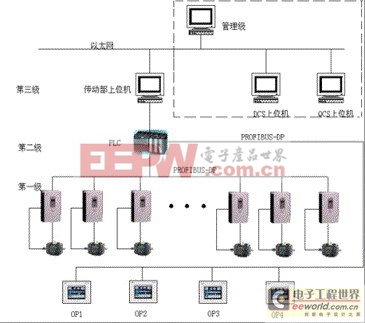
圖(二)
系統為三級控制方式。
傳動系統第一級為變頻器控制級,變頻器采用ABB公司ACS800系列multidrive多傳動控制器,配有閉環控制編碼器反饋板,組成閉環控制系統。變頻器上還配有DP通訊板,與PLC組成PROFIBUS-DP現場總線控制網絡進行實時高速通訊。











評論