PLC在造紙機同步傳動系統中的應用

1 引言
塑料、印染以及造紙紡織等業生產中,往往具有很多個同步傳動單機,每個機組都有各自獨立拖動系統。與此同時控制工程網版權所有,又要求各單元間被加工物(布匹、紙張等)運行線速度能夠步調一致,即實現同步運動。造紙設備種類繁多,傳動結構也各異,但從系統組成來看都是由壓榨、烘干、壓光、卷取等幾個部分組,各部分都有電機驅動。造紙工藝要求:設備傳動時應保證紙各部分傳送時具有恒定速度及恒定張緊度。目前造紙設備實現這個要求最佳控制方案是變頻調速,而對變頻器控制主要有兩類:一類是PLC控制,另一類是IPC機或工控機控制[1][2]。本文采用PLC控制來實現造紙機同步傳動。
2 造紙機同步傳動系統
2.1 造紙生產線控制要求分析
圖1為造紙生產線操作臺面板圖。該系統由多個單元組成,各單元要求保持同步CONTROL ENGINEERING China版權所有,構成同步傳動控制系統。對同步控制要求:
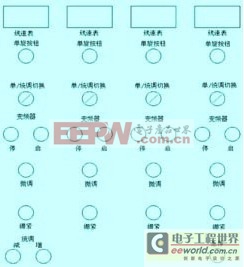
圖1 操作臺布置圖
(1) 統調:各單元要能夠同時升速和降速。統調是主指令單元(通常是一單元)對轉速要求來進行調節。
(2) 局部微調:當操作人員發現某單元速度不同步時,可以進行微調(人工干預)。微調時,該單元以后各單元轉速必須同時升速或降速,而不必逐個進行。
(3) 單獨微調:檢修和調試階段,遇到特殊情況,又必須能夠對每個單元進行單獨微調。
該生產線由四個單元組成,各個單元運行情況可以由各自線速表直觀顯示出來。
2.2 同步運行
(1) 當進行統調操作時,將單/統調開關切換到統位置,統調按鈕增/減對四個單元進行同步控制;
(2) 當發現某單元速度不同步時,可以進行同步微調,例如:當2單元需要調節時,則2~4單元則同時升速或降速;
(3) 當某種原因,某個個別單元速度跟不上時,這時需要進行繃緊。造紙系統來說,需要按下繃緊按鈕,使其速度短暫提升一小段時間,達到繃緊效果。
便于操作人員直觀了解系統運行情況,各個操作均有相應指示燈顯示。
2.3 造紙機同步傳動控制原理
(1) 變頻器啟停
如圖2所示,以#1單元變頻器控制圖為例,SA13為變頻器啟動開關,當SA13接通時控制工程網版權所有,運行指示燈LA11亮,停止指示燈LA12滅,此時變頻器處于運行狀態;當按下變頻器停止按鈕SA12時,線圈KA13失電,變頻器停止運行。
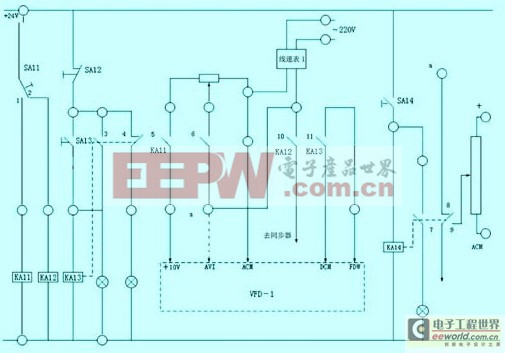
圖2 #1 變頻器控制圖











評論