太鋼熱連軋生產線加熱爐自動控制系統

步進式加熱爐在熱連軋廠的主要作用是把冷鋼坯送入爐內加熱使鋼的溫度達到軋制所要求的溫度。整座加熱爐由爐體、上料輥道(A1-A8)(其中A3為板坯稱量輥道,A1為板坯測長輥道)、爐內步進梁、出料輥道(C1、C3、C5、D4、D5)、中間輥道(C2、C4、C5、C6、D1、D2)組成,由它們共同負責完成鋼坯入爐、步進、出爐的整個過程。加熱爐設備的良好運行直接影響到整條軋線的正常運作。
為了與科技接軌,為了最大限度地實現全自動化,在改造中我們采用了西門子S7-400系統來控制加熱爐設備。
以下為加熱爐的兩張照片。其中圖A中所示為正在將冷坯裝入爐內的情形,圖B中所示為正在將加熱后的鋼坯出爐時情形:

圖A

圖B
二、生產過程簡介
存放在板坯跨的板坯,按生產計劃所編排的順序,用半門吊放在上料輥道上,然后送到稱重輥道上進行板坯的重量和標號的核對,核對合格的板坯送往板坯測長輥道進行板坯長度測量,測長后按生產計劃安排通過爐前裝料輥道分別送到四座加熱爐,板坯在爐前裝料輥道上按指定的爐前位置完成準確定位,然后由推鋼機或裝鋼機通過滑道或直接抬升前進送往爐內。將其推入加熱爐內的固定梁上,再由步進梁托起板坯,使板坯在爐內步進式地進行加熱。為使板坯準確停在固定梁上并使板坯間隙正確,在爐子入口處設有激光位置探測器檢測板坯的位置。
板坯在爐內運送鋼坯在正常情況下步進機械采用“正循環”操作,即板坯向出料端移動。板坯在加熱爐的步進梁上步進式通過各段進行加熱,當加熱至規定溫度的板坯在爐子出料端受到激光位置探測器時,步進機械在完成當前的正循環后停止。當接到軋機要鋼信號后,此時由板坯托出機將板坯托放到出料輥道中心線上,然后運送到軋機前輥道,進行軋制。
三、控制系統構成
我們采用的是S7400的416型PLC,具備強大的邏輯及浮點計算能力、豐富的尋址方式、完整的與上位機通訊的協議、完善的數學函數功能,能快速響應來自傳感器的信號,平穩實現鋼坯在爐內的運輸,避免了機械機構造成沖擊的可能性。并可靠地實現了加熱爐設備的手動、半自動、自動操作。
每座加熱爐根據控制對象、實現功能的劃分、各配置兩套PLC分別用于傳動控制、燃燒控制。每套PLC均由主機架部分與遠程ET200分站組成。主機架均配置以太網卡與二級計算機及HMI服務器進行通訊。各傳動PLC與公共PLC間有大量的信號進行交換,為了減少以太網的通訊負擔,保證信號的實時性,所以各傳動PLC與公共PLC采用MPI網絡進行通訊。由于遠程設備多、且有些遠程設備在地理位置上比較集中,采用CPU通過PROFIBUS與遠程ET200通訊的結構既能保證了系統整體快速響應,又能大大降低布線成本,是一個性價比極為合理的方案。
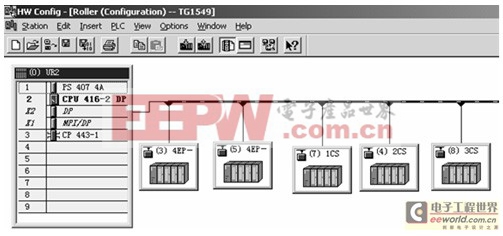
公共PLC硬件配置圖如圖1






評論