紙板造紙機PLC控制系統

1 引言
目前,我國造紙行業的控制系統主要采用集散控制系統(dcs),控制器和現場設備之間靠大量的i/o電纜連接,不僅增加成本,而且降低了系統的可靠性。
控制系統傳送4~20ma信號,并以此監控現場設備,這樣,由于控制器獲得的信息量有限,現場級設備的在線故障診斷、報警、記錄功能比較弱;另一方面也很難完成現場設備的動態監控、遠程參數設定、修改等功能,造成造紙控制系統的信息集成能力不強和可維護性較差,影響工廠的生產效率,并給生產管理帶來諸多不便。
隨著計算機網絡技術的發展,串行現場總線通信技術已深入到自動控制的各個領域。應用這項技術可以將可編程序控制器、交直流驅動器、監控計算機、遠程i/o及智能傳感器等連接起來,實現分布式計算機控制,可提高檢測和控制的精度,改善系統的動態響應速度,提高系統的安全性,因而建立基于現場總線的紙機控制系統成為解決這一問題的有效途徑。
profibus過程現場總線是一種全數字化的、串行、雙向傳輸、多分支結構的通信網絡,用于工廠/車間儀表和控制設備的局域網。profibus-dp是profibus過程現場總線協議的工廠自動化控制子集。因此其在紙機控制系統中的應用,將大大減少布線工作量與電纜投資,避免信號干擾,使系統更可靠,操作更簡便,監控更直觀。正是基于上述原因,山東中茂圣源紙漿有限公司紙板紙機項目工程中采用了profibus-dp現產總線技術,實現了該機組的通信及分布式控制,取得了良好的效果。
2 紙板造紙工藝分析
圖1所示的紙板造紙機示意圖中,可以看到該紙機是一種由多臺設備組成的聯動機。濕部包括漿料流送設備、網部和壓榨部;干部包括干燥部、切紙機和理紙機。具有適合抄紙性能的漿料進入造紙機的漿料流送設備,經漿流分布器和流漿箱的分布和勻整以后,均勻而穩定的流送到運動著的成形網的網面上。漿流在網部逐漸地過濾、脫水,形成連續的濕的紙幅。當濕紙幅脫水到一定干度,便可以從網面剝離,送至壓榨部繼續脫水。壓榨部是由若干組輥式壓榨組成。濕紙幅是由壓榨毛毯支托著,在壓輥間用機械擠壓的方法脫水。為了保持壓榨毛毯的良好脫水性能,壓榨輥上配設有毛毯洗滌裝置。經壓榨部后,濕紙幅的干度一般可達40%左右。然后濕紙幅經氣墊式烘干箱進一步脫水。干燥后的紙板經牽引輥進入切紙機,經縱切刀由送紙輥進入橫切部分,橫切甩刀將紙幅切斷送出。切斷的紙經輸送輥、高速輸送帶、低速輸送帶、壓紙帶送往理紙機。最后打包稱重,整個工序完成。

圖1 紙板紙機示意圖
2.1 穩速的要求
造紙機由紙漿到形成紙張,需經過多個分部,因此是一個多單元的速度協調系統,各個分部間的速度要求嚴格配合,根據工藝流程,一般有以下關系:只要其中一個分部速度不穩,就會無法維持生產,紙幅不是斷裂,就是松垮下來。如果整臺紙機車速不穩,就不能保證紙張的定量(每平方米紙頁的重量)不變。因此要求紙機的各分部都能穩速。但是,在實際運行中,有許多干擾因素破壞速度的穩定,例如電網電壓的波動、頻率的變化、負載的波動、溫度的變化等等,對電氣傳動自動化控制的要求是克服這些干擾的影響,保證車速的穩定。
2.2 平穩起動的要求
紙機中有的分部要求平穩起動,例如網部起動太快就會損壞銅網;干燥部傳動慣量比較大,起動太猛會把機械連軸扭斷,因此要求整個系統能平穩起動,而且各分部要能單獨起動和停止。
2.3 紙機速度鏈
由于各分部傳送著生產過程中的紙張,根據造紙工藝的要求,各分部間要求達到線速度比例協調(相鄰兩個分部間的線速度比值應保持恒定),高精度地、可靠地保持這個比例系數是保證產品質量、生產正常運行的重要條件,任何原因破壞這種比例協調,就會降低產品質量。同時,紙機的這種速度比例協調關系應在該變車速或停機后重新開機時繼續保持,而不需重新調節。其次,這種比例協調應具有微調功能,以調節相鄰兩分部間的速差,避免紙張在傳送過程中的松弛和繃緊現象,并且速度微調應該靈敏、可靠,不應在調過程中有明顯的滯后現象。比例協調關系如下:
n1=k1(n0+δn0)
n2=k2(n1+δn1)
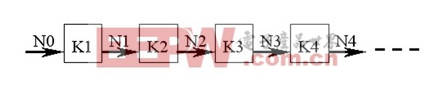
n3=k3(n2+δn2)
n4=k4(n3+δn3)
本系統中,采用profibus-dp過程現場總線結合plc程序來完成速度鏈的控制,避免了運算放大器的速度鏈給定環節的信號漂移,提高了穩定性。

c++相關文章:c++教程





評論