PLC-DCS在紙板生產自動化系統中的應用

DCS分散控制系統(又稱集散控制、分布式控制系統),是在單回路微機控制系統基礎上發展起來的,其綜合了計算機技術、通訊技術、CRT顯示技術和過程控制技術,采用分層分級的結構形式和分散控制、集中操作、分級管理、分而自治的設計原則,解決了過去計算機控制危險集中、常規模擬儀表功能單一、過于分散和人機聯系不方便的缺點。DCS的安全可靠性、通用靈活性、優良的控制和綜合管理能力,使其在工業控制領域中得以廣泛應用。
瓦楞紙板作為目前使用普遍的包裝材料,廣泛用于電器產品、日常用品等包裝。在現代大規模工業自動化水平相對落后和工業、經濟建設高速發展的我國,橫切機和堆疊機等機組組成連續生產工藝過程。目前國內瓦楞紙板生產化處于相對落后狀態。
本監控系統采用以可編程控制器PLC為基礎的集散控制系統,將PLC作為現場采集控制站,利用Ethernet和Profitbus進行數據通信,完成了對廣東肇慶嘉隆瓦楞紙板生產線的工況顯示、生產操作、訂單管理和出貨管理,最終實現了企業管理—控制一體化。
2系統總體結構及通信網絡
2.1系統總體結構
嘉隆瓦楞紙板生產線監控系統采用如圖1所示的分布式計算機監控系統。它分為3級結構:現場級、控制級和管理級。
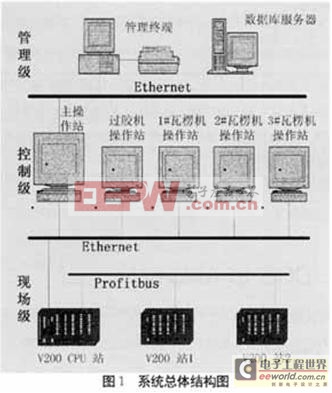
第一級為現場級。由安裝在現場的3個PLC子站輔與其它測量控制設備(如編碼器、紅外測量儀、變頻器等)進行各種數據采集、生產線的現場控制。為現場采集控制器完成現場信號的輸入輸出,根據給定的工作程序進行數據處理、控制輸出,并且將處理結果送操作站。PLC站采用德國VIPA公司的產品,包括一個CPU站和兩個I/0站,其配備如下:
V200CPU站:主要包括CPU 288L、FM250、SM221和SM222等模塊。主要用于粘合機和橫切機各種狀態信號的采集和控制信號的輸出。
V200站1:主要包括SM221、SM222、SM232和FM250等模塊;主要用于過膠機和1號瓦楞機狀態信號的采集和控制信號的輸出。
V200站2:主要包括SM222、SM232和FM250等模塊;主要用于2、3號瓦楞機狀態信號的采集和控制信號的輸出。
第二級為控制級,配備5臺工業PC機。其中包括1臺主操作站,1臺過膠機操作站和3臺瓦楞機操作站。主操作站設置在車間控制室內,其它各操作站設置在生產線的相應部分,完成現場級檢測、控制、保護功能的管理。由一臺HUB將各操作站組成局域網。各操作站功能獨立,又能互為備用。它對第一級現場采集的所有數據進行處理、分析、存儲,完成所有控制指令的收集和發布,以各種方式(如流程圖、趨勢圖等)表達整個生產線的運行狀態。對系統功能的組態、流程圖的制作、保護值整定、控制模型修改等工作也是在這一級的操作站上完成的。
第三級為管理級,配備了多臺普通PC機、打印機,以及一臺數據庫服務器。其中PC機作為管理終端設置在相應的管理部門,打印機負責定期打印生產情況報表備檔,數據庫服務器負責接收、存儲從監督控制級送來的各種實時數據、歷史數據。各部門的管理人員可以隨時通過管理終端機觀察生產線的運行狀態和定單執行等情況。管理級同時可接受管理部門管理數據的輸入,完成訂單管理,出貨管理等功能。











評論