壓力篩DCS控制系統的改進

1 壓力篩的原理及篩選工藝
壓力篩的基本原理如圖1所示。紙槳自上而下進入壓力篩,旋翼以365~740 r/min的速度旋轉,在流動過程中良漿通過篩板排出,尾漿和粗渣從底部排出,再經振框篩將尾漿和重渣分離。其主要特征是密封管路、壓力進漿。漿料以較高的壓力由切線方向進入篩漿機內,合格纖維依靠篩鼓內外的壓力差及篩孔尺寸的限制通過篩孔。篩內充滿漿料,進出管路均密封,篩內壓力差較大。它有安裝簡單、易于操作、生產維護費用較低、不會產生泡沫,生產能力大、篩板凈化效率高、便于自動控制等優點。目前其應用已逐漸擴大到篩選制漿過程中的各種漿料以及廢紙制漿。壓力篩在運行過程中,由于原漿質量惡化、進漿量劇增等原因,往往會出現雜質堵塞篩網的現象,從而影響生產的正常運行。
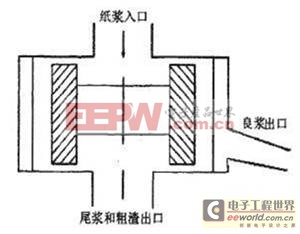
圖1 壓力篩工作原理
下面介紹某造紙廠篩選部分的DCS控制系統,其簡易流程如圖2所示。蒸煮后的漿液進入噴放槽,由漿泵打入粗篩,粗篩后的尾漿進入跳篩后回到蒸煮器。粗篩良漿與一定量的黑液在混合箱混和后打入一段篩;良漿進入真空洗漿機后進入漂白工段,其尾漿進入除砂器,經除砂后進入二段篩,二段篩的良漿進入一段篩重新篩選。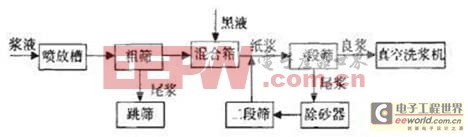
圖2 壓力篩的控制思路
1.1 壓力篩的控制要點
壓力篩篩選系統是密閉的,篩板堵塞就要停車處理,所以控制的重點就要圍繞穩定生產和防止篩板堵塞進行。因粗篩、一段篩、二段篩的控制基本相同,故選取一段壓力篩為例來說明其控制方案,如圖3所示。
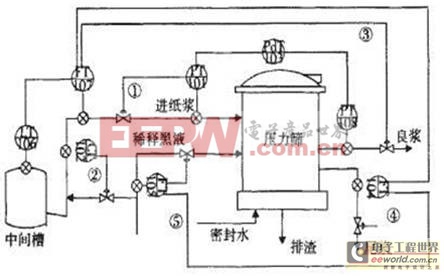
圖3 壓力篩控制方案
(1)壓力篩只有在合適的壓力下才能達到最佳工作狀態。故在紙漿進入壓力篩前安裝壓力變送器,用進口閥實現壓力的常規PID控制(圖3回路①)。

pid控制器相關文章:pid控制器原理
評論