基于視覺(jué)傳感的焊縫跟蹤技術(shù)(二)

為了驗(yàn)證圖像處理算法的精度, 采用了激光測(cè)距傳感器對(duì)焊縫的實(shí)際位置進(jìn)行了精確定位。
在工裝一側(cè)豎立一塊表面光滑且與焊縫平行的金屬板, 然后對(duì)機(jī)器人示教一條準(zhǔn)確的沿焊縫路徑,并在變形不大的厚板上進(jìn)行試驗(yàn)。 起弧后, 激光測(cè)距傳感器開(kāi)始工作, 得到實(shí)時(shí)焊縫位置, 并與經(jīng)過(guò)圖像處理所得到焊縫位置進(jìn)行對(duì)比, 結(jié)果如圖3 所示, 中部的水平直線為示教焊縫路線, 折線為經(jīng)過(guò)圖像處理算法糾偏的焊槍實(shí)際路徑。
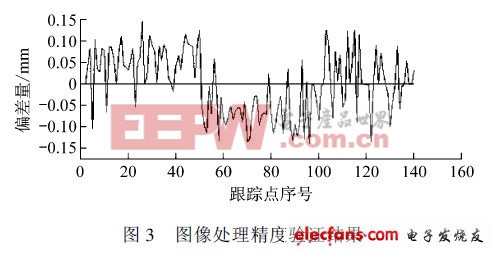
對(duì)比顯示, 本文中圖像處理算法所得到的焊縫位置與實(shí)際焊縫位置的誤差在 0. 15 mm 以內(nèi)。
綜上所述, 根據(jù)試驗(yàn)分析和計(jì)算機(jī)數(shù)字圖像處理本身固有的誤差, 可以確定本文研究的焊接過(guò)程的圖像處理方法的精度能夠控制在 0. 15 mm 范圍內(nèi), 完全滿足實(shí)際焊接的需求。
1. 3 焊縫跟蹤原理及實(shí)現(xiàn)
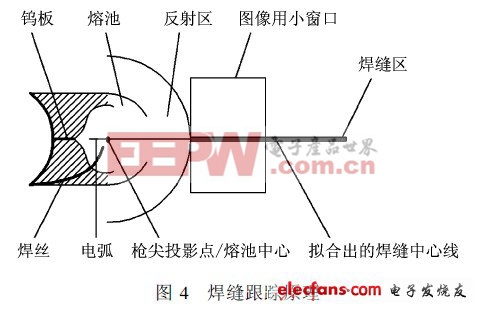
跟蹤方法原理是, 固定視覺(jué)傳感器在焊槍正前方, 通過(guò)直接觀察焊槍與焊縫中心線的位置關(guān)系, 提取偏差信息, 輸出糾偏控制電壓。
由于鋁合金具有較強(qiáng)的反光性, 在熔池前端區(qū)域有一個(gè)反光區(qū), 檢測(cè)的間隙與實(shí)際間隙大小差異很大, 甚至無(wú)法看清, 所以, 本次項(xiàng)目檢測(cè)的焊縫中心距離熔池中心具有一定距離, 需通過(guò)曲線擬合的方法才能計(jì)算出當(dāng)前焊接位置的焊槍與焊縫中心的偏差量, 如圖4 所示。
1. 4 控制器設(shè)計(jì)
1. 4. 1 糾偏電壓與糾偏量關(guān)系建模
由于首鋼Mo toman 系列機(jī)器人糾偏卡是不開(kāi)放的, 無(wú)法得知其運(yùn)動(dòng)細(xì)節(jié), 建模可以使該過(guò)程簡(jiǎn)單化。 對(duì)糾偏系統(tǒng)進(jìn)行建模后, 使用Mat lab 的Simulink 工具對(duì)控制器進(jìn)行離線設(shè)計(jì)。 經(jīng)過(guò)試驗(yàn), 在機(jī)器人運(yùn)動(dòng)過(guò)程中,在單位時(shí)間內(nèi)隨機(jī)給出不同的糾偏電壓, 并記錄該糾偏電壓下的偏差量。 選取連續(xù)的3 組共383 對(duì)數(shù)據(jù)作為樣本空間。 使用Mat lab 對(duì)3 組數(shù)據(jù)進(jìn)行建模, 得到了1 個(gè)線性回歸模型, 其對(duì)3 組數(shù)據(jù)都有很高的適配度, 分別為82. 3% , 97. 16% 和95. 99%.
1. 4. 2 模糊PID 控制器設(shè)計(jì)
為了研究糾偏對(duì)焊接效果的影響, 分別用1 V、1. 5 V、2 。 5 V、3 V 的恒定糾偏電壓信號(hào)進(jìn)行糾偏。 試驗(yàn)表明, 糾偏電壓為1 V 時(shí), 由于糾偏力度太小, 雖然在執(zhí)行糾偏, 但是偏差仍舊越來(lái)越

評(píng)論