變頻器在水平鑄造機上的應用

1 概述
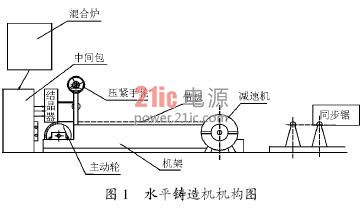
本文引用地址:http://www.j9360.com/article/201808/387275.htm鋁電解水平鑄造機是用來生產不同規格的電解槽鋁母線、陽極鋁導桿的主要設備,其結構如圖1 所示。它的工藝流程是,注入混合爐內的鋁液,經溜槽流入中間包,再經導流板流到根據母線或導桿規格選定的結晶器內冷卻結晶,在牽引機的牽引下,連續不斷地從結晶器內結晶成型而生產出來。在牽引機的索引下,生產出的母線沿著輥輪經過同步鋸小車連續前進,當鋁母線長度符合實際需要或為基準母線的倍數時,同步鋸小車將被推向起始位置,并被壓盤固定,這時啟動鋸片電機實現進鋸,小車會在母線的推動下前進,當小車行至終點,鋸片將母線鋸斷,這樣,可以連續生產出不同規格的鋁母線或鋁導桿。該設備原電氣線路采用繼電器控制,其牽引速度是通過減速比實現的定速值,所以生產母線的規格受到限制。當生產規格太大時,鋁水還未完全結晶,牽引機已將其拉出結晶器,會出現漏鋁,無法生產出母線;當生產規格較小時,會出現堆鋁或母線表面不光滑,生產出廢品,因此只能生產一定規格的母線和導桿。采用變頻器來控制,可以根據所生產母線或導桿規格設定牽引機的速度,從而解決上述問題。
為了保證連續生產,產品生產到一定長度必須將其按所需尺寸鋸斷,以保證母線生產繼續進行。與之配套的同步鋸進鋸原采用繼電器控制,進鋸速度無法控制,鋸斷大規格尺寸的母線時會由于進鋸速度過快,將鋸片損壞,出現“爬鋸”現象,這樣生產出的母線外表雖光滑,內部卻易出現裂紋,影響導電流量;小規格母線或導桿會由于速度太慢,使截面不光滑,不符合產品要求,同樣,進鋸電機控制也由繼電器控制改為變頻器控制,可以根據需要設定任意規格母線或導桿所需要的進鋸速度。
2 繼電器控制系統原理
鋁電解水平鑄造機牽引機及鋸片進(退)控制原理如圖2 所示,其電路控制完全采用繼電器控制,M1 為牽引機電動機,生產時一般只需要牽引機單向運行。M2 為進(退)鋸電機,其電路為正反轉電路。由于整個電路保護裝置只采用了熱繼電器進行保護,保護性能差,若出現嚴重夾鋸,電機過載大,電路電氣性能會被破壞,更有甚者會燒壞電機。不僅如此,還因速度無法調整,無法生產出合格的母線。所以必須對其進行改造。

猿改進措施
3.1 技術參數
牽引機電機型號為Y112M-4,PN=4 kW,nN=1 480 r/min;
減速機型號為XWE2.2-106,減速比I越1 849;
進鋸電機型號為Y90L-4,PN=1.5 kW,nN=1 480 r/min,進(退)鋸速度為11.8 mm/s;
轉鋸電機型號為Y160M1-2,PN=11 kW,nN=2 900 r/min。
3.2 變頻器選型
根據實際工況,水平鑄造機屬于恒轉矩負載,同時依據設備電機銘牌上提供的技術參數,變頻器只有同時滿足以下三個條件,才能滿足實際工況需求。

變頻器容量為7.5 kV·A,而且啟動、停止平穩,調速平滑,滿足恒轉矩負載,就能滿足鋁電解水平鑄造機的工況需求。在此改造過程中選用兩臺MF原7.5K原380V 型變頻器,分別對牽引機電機和進(退)鋸電機進行一拖一控制,并且選擇PLC 控制代替傳統繼電器控制方式,這樣能很好地解決生產不同規格的鋁母線或陽極導桿時,因帶板和同步鋸進(退)速度難以調節而造成的產品質量不過關的問題。
3.3 變頻器控制系統原理
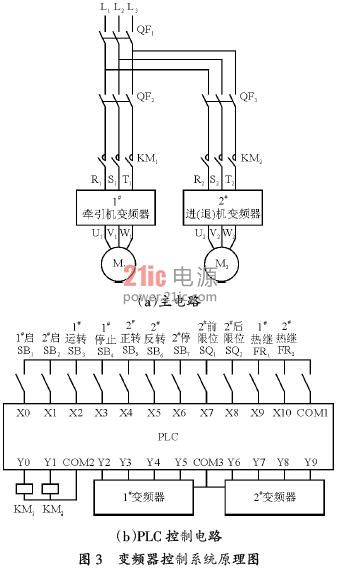
對鑄造牽引機、進(退)鋸變頻改造控制系統的原理圖如圖3 所示。當需要生產鋁母線或陽極導桿時,安裝好結晶器、引錠頭后,啟動各個回路主電源空開,需啟動牽引機,按下按鈕SB1,接觸器KM1吸合,1# 變頻器得電,變頻器頻率通過面板操作設定為生產母線規格估計值的最小值,當引錠頭將母線拉出結晶器,逐漸升高頻率直到母線表面比較光滑符合生產要求為止,一般引錠頭處1 m左右為允許廢品。此時的頻率為生產這種規格母線的設定頻率,牽引機就保持在此頻率下連續運行,直到同一規格的母線生產任務完成為止,從而也得到了經驗頻率值。當生產母線長度達到生產需要或為規定長度的整數倍時,需將其鋸斷,啟動鋸片電機,再按下按鈕SB2,2#變頻器得電,它的初始頻率為0 Hz,待鋸片旋轉穩定后,按下2# 變頻器的SB5正轉按鈕,再緩慢按變頻器面板升頻率按鈕,進(退)鋸電機正轉,帶動絲桿完成進鋸,將其頻率慢慢升高,觀察截面比較光滑,符合產品要求,就設定此時的頻率為這種規格母線進鋸頻率,將其作為經驗值,當鋸斷母線后,按下2# 變頻器SB7停止按鈕,將所鋸母線移走后,按下2# 變頻器SB6 反轉按鈕,退鋸頻率一般設定為工頻,進(退)到位設計了到位限位,使接觸器KM2斷電,2#變頻器失電,完成退鋸工作。如此循環連續生產,圓滿完成生產所需要的不同規格的鋁母線、陽極導桿等產品。
4 結語
對鋁電解水平鑄造機進行變頻技術改造后,可生產出多種規格的鋁母線,同時,也可生產出電解槽陽極導桿,不僅解決了新型電解槽擴容急需新規格母線的難題,也為生產規模擴大急需增加陽極導桿數量提供了保證。所以此項改造看起來較小,但較好地利用變頻技術改造解決了實際生產難題。通過兩種控制方式的比較,采用變頻器控制的優越性充分體現出來,不僅生產范圍擴大,生產效率提高,而且對電機保護功能也有很大提高。














評論