現場總線的監控系統的設計與實現

全自動計量配料控制系統在各行業的應用已屢見不鮮,如:冶金,有色金屬,化工,水泥建材,食品等行業。它是成品生產的首要環節,特別是有連續供料要求的行業,其配比的過程控制直接影響了成品的質量,它是企業取得最佳經濟效益的先決條件。雖然行業各自不同的工藝特點對配料控制要求也不同,但其高可靠性,先進性,開放性,免維護性,可擴展性是各行業所追求的一致目標。隨著it技術的普及應用,工廠自動化將直接進入e時代,其中計量自動化scada 也是一個重要的環節。
本文引用地址:http://www.j9360.com/article/201612/329418.htm2 系統功能
基于以上目標,我們為某行業龍頭企業設計、制造了一套全自動的多品種混合配料計量、預計量、輸送、金屬檢測、包裝計量、分選計量等功能的機電一體化生產線。其中動態計量秤,通過二級現場總線,會同plc,hmi/ipc無縫地組成三位一體的閉環動態配料系統,其中工控機經hub及以太網連入工廠erp/mis。整個配料過程嚴格按照所選擇的配方比和流程進行,并有多級報警記錄,完成不同原料混勻給料及物流控制,實現了管控一體化,優化了過程控制的性能和效率。它將是一種目前基于fcs配料計量監控系統的先進解決方案,符合開方性的計量自動化發展趨勢。
本系統工藝流程如圖1所示。

圖1 系統工藝流程
3 系統配置
本系統下位機采用了三菱電機的melsec-a2sh系列plc為主控器,并配以got-f940觸摸屏為下位人機介面(hmi),計量控制由12臺上海大和衡器(shanghai yamato)的cfw定量給料機(constant feed weigher)組成。它們之間通過cc- link現場總線聯網,以實現數據采集與控制,來確保系統的可靠性和實時性。上位機部分選擇研華ipc610工控機作為監控站,配以 microsoft windows nt 4.0 for workstation操作系統和世界著名的監控軟件citectscada 5.30為 scada系統的軟件平臺環境,系統軟件具有豐富的流程操作、監控、通訊、報警、管理、趨勢、報表記錄和冗余等功能,并具有較強的診斷能力。系統的硬件和軟件是控制系統的有機體,以上配置確保了系統完整性、一致性、兼容性和成套性,適應在工業環境下能長期穩定運行,并具有電、磁、震抗干擾的能力,保證了整個系統的安全運行要求。
系統具有如下功能特點:
·監控生產現場的實時數據及工藝流程;
·瀏覽各實時/歷史趨勢畫面;
·處理反映各種過程報警和歷史報警;
·瀏覽查詢/打印實時/歷史生產報表;
·修改管理生產過程參數和狀態;
·為企業決策者提供工廠底層實時數據;
本配料系統結構與網絡配置如圖2所示。
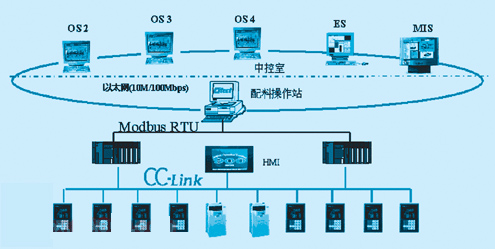
圖2 配料系統結構與網絡配置
3.1 下位機結構及組成
在本工程中所采用的12臺cfw主要是來完成原料流量控制,其核心為cfc-200儀表,它集調節與演算為一體的多功能計量控制器,其中 cpu為摩托羅拉68k系列,它集大和衡器出眾的儀表設計技術,具備足夠的抗干擾性能、多樣化接口、自診斷功能、自整定pi調節功能等特長,并配以上海大和c3級電阻應變式荷重傳感器(loadcell)、安川電機的電流矢量型變頻器616g5和德國sew高性能變頻電機,組成一個完整的機電一體化產品,確保了計量和控制的準確性,其系統精度達到±0.2%。
下位機選用三菱melsec-a plc共2臺組成雙機冗余結構,它具有先進、高速、可靠、大容量的特點,其中plc1為主控,plc2為后備冗余,當發生故障時,便可實行主備plc間的無擾切換,也可作為將來工程擴充用。由于12臺cfw分布較分散,故選擇cc-link總線與plc相連。下位hmi為got940 lcd觸摸屏,以確保工藝數據正確和及時在上位pc監控站和觸摸屏上得到雙重響應和顯示,即使上位發生故障或失效,也不影響整個流程控制。觸摸屏的監控畫面雖沒上位hmi豐富,但也基本覆蓋整個系統的監控和操作。
3.2 cc-link概況
cc-link是三菱電機公司以高性能、低成本、多廠商支持為目標于1996年推出的第二代開放式現場總線,是 control & communication link(控制與通信鏈路)的簡稱,2000年11月,cc-link協會成立,專門負責 cc-link在全球的普及和發展。
開放式現場總線cc-link具有性能卓越、應用廣泛、使用簡單、節省成本等突出的優勢。cc-link采用雙絞線為連接介質的主從結構,最多支持64個從站,采用廣播論詢方式,最高可達到10mbps速度。plc或計算機作為cc-link主站,配以aj65sbt-rpt中繼器最遠距離可達13.2km。網絡總線最大的循環數據容量為2048個點,512個字;最大瞬時傳送數據量為960字節。cc-link具有預約站功能、自動刷新功能、即插即用功能和主站熱備、子站脫離、站上線回復、監控測試等完備的ras機能。cc-link在使用上,硬件開關設置、接線(3芯屏蔽線)和系統組態(參數設定即可)都非常方便和簡單。
目前cc-link支持多達360種設備,如:遠程i/o、傳感器、稱重控制器、調節器、電磁閥、變頻器、觸摸屏等等。并得到220多家廠商支持,如:松下電工、大和衡器、橫河、西門子、digital、nec等等,cc-link也是目前唯一能與歐美現場總線標準抗衡的亞洲產品。
上海大和的定量給料機(cfw)是作為遠程設備從站形式連接cc-link現場總線的。
3.3 組態及編程
plc編程以三菱gx developer7.0為工具平臺, 采用符號化的梯形圖編寫,并充分考慮系統資源,多用宏應用,減少掃描時間,提高實時控制性。melsec-a plc為cc-link主站,由主站模塊a1sj61bt11控制從站(cfc-200控制器)的運行和數據刷新,在網絡組態時,可將初始化程序通過plc來完成網絡設備參數的設定,寫入主站的eeprom中,在運行程序中,主從站之間的數據交換是自動鏈接更新的,主 cpu只需用from/to指令即可從緩沖存儲器中存取從設備信息。
上下位機的通信選用modbus通訊協議(rs485方式),網絡結構是主從結構,通信介質為雙絞線,它是modicon公司早期所引用發展,是一種經典開放的串行通信協議,在工業控制領域應用非常廣泛,是事實上的工業網絡標準。它支持21種功能代碼,并可與工廠中其它眾多廠商的不同產品進行通訊。本系統中采用的modbus協議是以rtu(binary) 格式封裝,采用crc錯誤校驗,可以較高的通信效率傳送信息。它的衍生協議 modbus/tcp可應用于ethernet設備間的通信,符合當今網絡發展趨勢。
3.4 監控系統詳述
監控系統是以citectscada 5.30 32位工控軟件為開發和運行平臺,citect是世界領先的scada產品,它是基于 windows nt平臺用于分布式控制系統的scada軟件,具有獨特的“可伸縮結構”,它向用戶提供了極大的應用靈活性和系統開方性,在工業自動化領域有著廣泛的應用,是當今優秀的自動化軟件之一。
(1) citectscada
citectscada內置一個cicode腳本的實時多任務程序語言,利用它所提供的豐富函數庫,可靈活地開發出復雜的應用程序,這是它優于其它scada軟件的特點之一。監控系統采用樹型結構,具有多種畫面調用手段,以方便操作使用。系統畫面分菜單主頁,配料總貌監控、設備監控、配方管理、趨勢組記錄、報警組記錄、報表、操作日志、調試維護、幫助等畫面。為保證系統的安全可靠運行,監控系統提供多級用戶管理功能, 分為操作員、管理員和工程師三種權限,以保證系統的安全機制。在本配料監控系統的開發中,結合了實際工藝狀況和充分利用citectscada的特長,主要完成了配方設置、流程選擇和切換、流程聯鎖、流程起動、順序停止、故障停止、流程報警、總量的定量控制、配料流量調節及產量統計計算等功能。
(2) 系統界面
系統部分界面圖如圖3、圖4、圖5所示。
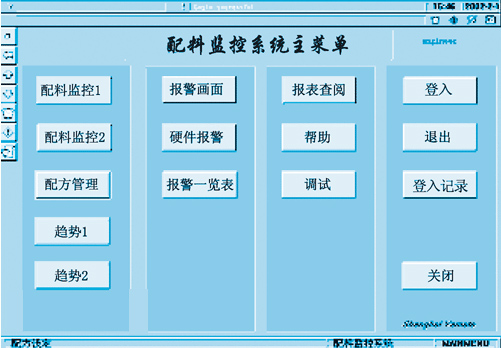
圖3 配料系統界面
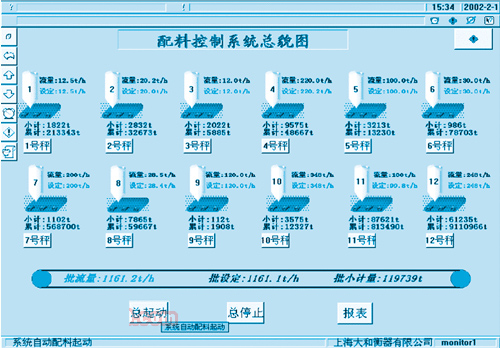
圖4 配料總貌界面

圖5 配方管理界面
citectscada采取了c/s結構方式,以輸入/輸出服務器(i/o server)形式經以太網鏈路(tcp/ip協議)連入工廠 erp/mis,citect提供了dde/netdde,opc,odbc/sql,com/dcom,ctapi等通用方法實現基于windows應用程序和i/o之間的數據交換。本配料系統中的歷史數據以odbc/sql方式訪問數據庫服務器microsoft sql server 7.0。而實時數據的交換,選用citectscada所提供的ctapi接口,它適合多種數據交換,使用更為靈活,它避免了各應用程序的代碼冗余,提高了內存的利用率,它以dll函數提供外部的應用程序(vb,vc++等)接口,使用戶應用程序可直接對citectscada的tag變量進行操作,并支持通過 tcp/ip的遠程ole api功能。

評論