PIC24單片機在軋機液壓缸行程檢測上的應用

工作輥卡板是軋機工作輥的一個關鍵定位裝置,安鋼1780MM精軋機組由7架精軋機組成,每架軋機的工作輥都有8個卡板進行固定,在換輥時這些卡板可以打開,卡板驅動由卡板液壓缸來實現。目前,卡板的開閉狀態都是通過磁感應開關來檢測,由于軋機上水汽大并存在強磁場干擾,磁感應開關在工作中會經常丟失信號,引起停車事故,從而嚴重影響生產節奏。為此,需要開發一套使用PIC24單片機,配合渦街流量計通過檢測液壓回路內流體累積流量的方式實現液壓缸行程檢測的系統。
本文引用地址:http://www.j9360.com/article/201610/307407.htm1 液壓缸行程檢測系統簡介
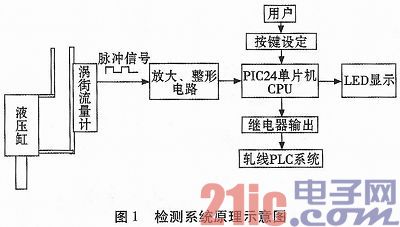
圖1是液壓缸行程檢測系統的檢測原理示意圖。從渦街流量計變送器得到的信號是由線圈或霍爾元件在旋轉中產生的具有正負半周的微弱電脈沖信號,其幅值非常小,一般在毫安級。系統中的整形單元將該微弱信號轉變成同頻率,單片機可以識別的正脈沖信號。
1.1 瞬時流量
瞬時流量正比于流量及輸出的脈沖頻率,如式(1)所示,式中,Ft為體積流量,單位為m3/h;k為流量計儀表系數,單位為1/m3;f為流量計輸出頻率,單位為Hz。
當頻率f在0和f1之間時,儀表系數k按k1計算。當頻率f大于f8時,儀表系數k就按照k8計算。當頻率在f1與f2之間時,儀表系數k=(f-f1)/(f2-f1)·(k2-k1),依次類推。
1.2 頻率測量方法
通常頻率測量方法有兩種:測周法和測頻法。測頻法就是在一定的時間間隔內,對輸入的周期信號脈沖計數,如圖2所示,按照普通測頻法的原理,會有誤差△n=±1。造成計數誤差的原因如下:
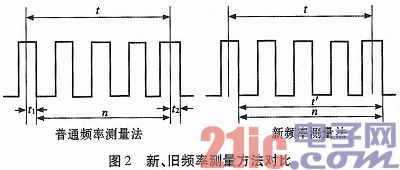
1)定時器啟動后,沒有遇上待測脈沖的下降沿,而要等t1時間后才開始計數;
2)定時器時問到,不在待測脈沖的末尾,而提前了t2時間。
為了消除△n=±1誤差,系統中采用了新的測頻方法,采用式(3)進行。
f=n/t’ (3)
系統中,利用單片機的軟件可控性,使消除計數誤差△n變得簡單,計數時使用單片機的兩個定時器,一個定時,一個計數。計數器由外部信號控制啟動,且與待測脈沖信號同步,這樣就消除了普通測頻法中t1的影響。在新測頻法中,當定時時間t到了以后,CPU采樣到最后一個脈沖后,此時計數值為n,n個脈沖的時間為t’,這樣就消除了普通測頻法中t2的影響。這種測量方法的誤差≤1%。對定時時間t的選取小于1 s,這樣就保證對頻率信號的響應時間小于1 s。
2 PIC24單片機高速脈沖捕捉功能實現
本系統中選用PIC24系列單片機是Microchip新的產品系列,該芯片是一款高性能16位RISC單片機,其采用先進的哈弗構架,工作時鐘在32 MHz頻率下,指令速度高達16MIP S。
在設計中,使用PIC單片機的16位捕捉輸入通道,高速捕捉渦街流量計發出的脈沖信號,采用上文闡述的脈沖測量方法,通過編程實現液壓缸行程測量。圖3為PIC24單片機輸入捕獲的功能框圖。
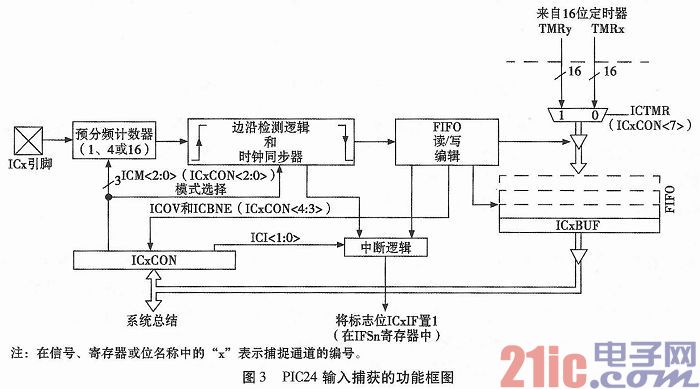
在本系統的控制程序中,首先設置ICxCON控制器中捕獲預分頻,以及邊沿檢測邏輯(上升沿檢測)。當在捕獲通道ICx有輸入信號符合邊沿檢測條件時,這時將把捕獲信號的數值存入FIFO讀/寫緩存區。如果應用程序需要讀取捕獲的數值,可以根據捕獲中斷ICxIF標志判斷捕獲事件,從16位定時器TMRy、TMRx中讀取捕獲通道信號的數值就可以計算捕獲通道信號的大小,信號的寬度信息。
C語言程序中,設置為輸入捕獲模式1,每捕獲4個上升沿,進行一次中斷,設置定時器2為基準時間,為了避免異常中斷,屏蔽了IC1CON功能。實現代碼如下:
IPC0bits.IC1IP=1; //設置輸入捕獲寄存器為第一級優先級
IFS0bits.IC1IF=0; //清除IC1中斷狀態標志
IEC0bits.IC1IE=1; //使能IC1中斷
IC1 CON=0X0000; //關閉輸入捕獲模式1
IC1 CON=0X00A4; //打開輸入捕獲模式1
3 硬件設計與功能實現
系統硬件設計采用PIC24FJ128GA單片機芯片,配合相應檢測電路實現,液晶顯示單元由驅動器HD44100和8位LCD構成。
1)單片機的T0CK1是其計數器0的輸入端口,這里用來作為放大整形脈沖信號的輸入檢測端。
2)單片機的0SC1腳相連的是RC震蕩器的外界電阻和電容。
3)單片機的RB2、RB4、RB6作為按鍵的IO輸入口。
4)液晶驅動模塊使用HD44100,其采用靜態驅動方式。
5)每0.5 s計算一次瞬時流量(0.5 s內的平均值),每5 s將累積流量值保存入E2PROM一次。
4 軟件設計與功能實現
軟件主要包括主程序,信號采集、測量、濾波程序、顯示程序和讀寫E2PROM程序等其它子程序。
4.1 主程序
主程序完成實時性要求不高的功能,完成系統上電初始化,實現鍵盤處理,動態計算,刷新顯示等功能。其中,數據處理模塊主要是完成信號頻率與設定頻率的比較、儀表系數k值的確定,瞬時流量的計算、累計流量的計算等功能。
4.2 中斷服務程序
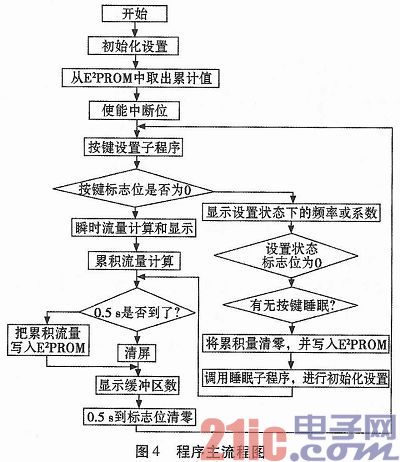
中斷服務程序由相應的中斷源提出申請,MCU實時響應。服務程序調用后,首先判斷當前中斷類型,然后進行相應的處理。圖4為系統軟件設計流程圖。
5 應用效果
為了解決1780熱軋機組工作輥卡板缸信號頻閃的問題,在每個卡板缸的進油端安裝一臺流量計,流量計的脈沖信號進入上文的檢測系統,對卡板缸的狀態進行在線檢測。
每個液壓缸對應開閉流量值可以在首次使用時通過按鍵進行設定,并在系統中設置了最小流量,從而避免小信號的干擾。經長時間試用,卡板缸的狀態信號穩定性得到很大改善,減少了維護人員更換機上接近開關的工作量,保證了正常的軋制節奏。
6 結束語
本文介紹了一種新型的軋機液壓缸行程檢測技術,并以一款產品為例,詳細闡述了其檢測原理、軟硬件設計方案,最后以一個具體的應用為對象,分析了該系統在實際工業現場的應用效果。






評論