CC-LINK現場總線在無心磨床變頻調速系統中的應用

0 引言
本文引用地址:http://www.j9360.com/article/201609/303984.htm無心磨床是用來加工圓柱滾子的一種機床,主要由砂輪、導輪、工作臺、修整器等組成,加工時采用貫穿式磨削方法,即圓柱滾子在導輪的帶動下從砂輪與導輪間穿過進行磨削。為了滿足不同的加工工藝,砂輪與導輪采用變頻調速。
1 變頻調速系統要求及結構
為了確保磨削質量,要求砂輪恒線速運行,因此隨著砂輪磨削直徑的減小,需運用變頻器來調節電機的角速度,同時為了加工不同規格的圓柱滾子,要求導輪轉速無級調速。
傳統的變頻器控制采用外部端子控制,即電位器給定頻率,開關信號給定啟停與方向命令。這種方式接線復雜,至少需要s根線,而且電位器給定頻率需 反復設定幾次才能設定準確。而在控制系統中采用CC-LINK通信方式僅需3根線,簡化了接線,而且頻率在觸摸屏上可以直接設定,直觀、準確。CC- LINK現場總線是三菱電機公司推出的一種基于PLC系統的現場總線,它具有性能卓越、應用廣泛、使用簡單、成本節省等優點,在制造業中得到了廣泛應用。
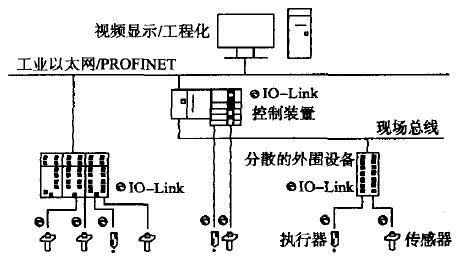
變頻調速系統組成如圖1所示,CC-LINK連接如圖2所示。變頻調速系統硬件主要由QOOJ CPU, CC-LINK模塊切61BT11、人機界面以及裝有FR-ASNC通信卡的A700變頻器組成。其中,QOOJ CPU為系統核心;CC-LINK模塊QJ61BT11為系統主站;人機界面用來設定和監視頻率及其它數據,啟動電機;A700變頻器組成CC-LINK 遠程設備站。
2.1 主站參數設定
由于主站與PLC的CPU間采用自動刷新通信方式,因此需要設置主站自動刷新參數。主站自動刷新參數通過三菱GPPW編程軟件中的網絡參數設置,設置畫面如圖3所示。另外需設定站的信息,把I/O設備選為遠程智能設備,如圖4所示。

2.2 主站模塊開關設里
每個站的信息確定后,可通過CC-LINK模塊上的電位器旋鈕來選擇通信的波特率和站號。整個系統所有站的通信波特率需一致,通信波特率決定著整個系統的響應速度。主站外形如圖5所示。

M()DE開關的設置編號有0~9, A-E。其中,編號0~4為在線模式;編號5~9為在線測試模式;編號A~E為硬件測試模式。各組5個編號傳輸速率,即156kb/s、625Mb/s、 2.5Mb/s、10Mb/s。這里將傳輸速率設為3,即在模式下,傳輸速率2.5Mb/s。
2.3 從站參數設定
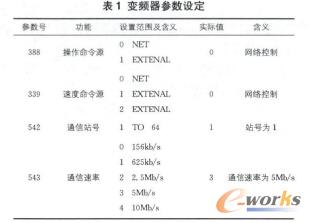
砂輪變頻器從站參數設定見表1。導輪變頻器從站除將通信站號設為2外,其它參數與砂輪變頻器從站設定相同設定時,主站與從站的通信速率必須一致。但站號不得相同。
3 軟件設計
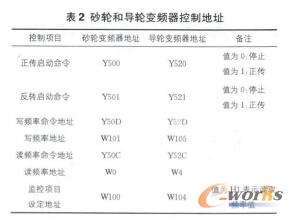
根據CC-LINK遠程元件的初始化參數(遠程輸出刷掃軟元件起始地址為Y500,遠程寫寄存器刷新軟元件起始地為W100,遠程讀寄存器刷新軟元件的起始地址為W00砂輪和導輪的變頻器控制地址,見表2。
4 CC-Link組網應用優勢
采用CC-Link現場總線技術的變頻調速系統與傳統的控制方法相比具有以下優勢
(1)組態簡單。僅需在網絡參數表中設置起始I/O號、遠程刷新軟元件號和站的信息。
(2)接線簡單,只需將3芯雙絞線的3根電纜按照PA,PB、DG對應連接。另外接好屏蔽線和終端電阻即可。
(3)設置簡單,只需置換遠程設務的衍個站號和波特率。
(4)CC-Link通信網絡具有電磁抗干擾能力強、電磁兼容性、通信速度快等特點,為維護方便和運行可靠提供強有力保證。
5 結束語
CC-Link現場總線技技術無心磨床上得到成功應用,大幅提高圓柱滾子的加工質量,收到用戶高度評價。采用CC-Link現場總線技術的變頻調速與傳統的控制方法相比,在設計、安裝、調試、維護和擴展上部具有無可比擬的優勢。




評論