電子清紗器智能化中的抗千擾設計

傳統的電子清紗器,不管是光電型的還是電容型的,在紗線信號被采集過來后,后端的清紗處理控制部分的電路都是通過模擬信號來完成的。因此存在以下缺點:器件老化引起的參數變化導致誤切率上升;參數設置復雜,不直觀;無法實現數據統計等高級功能。為此,對現有的傳統電子清紗器進行了智能化改造,取得了較好的效果。
為了實現數據采集,系統采用RS一485總線技術,實現了主從式通信。
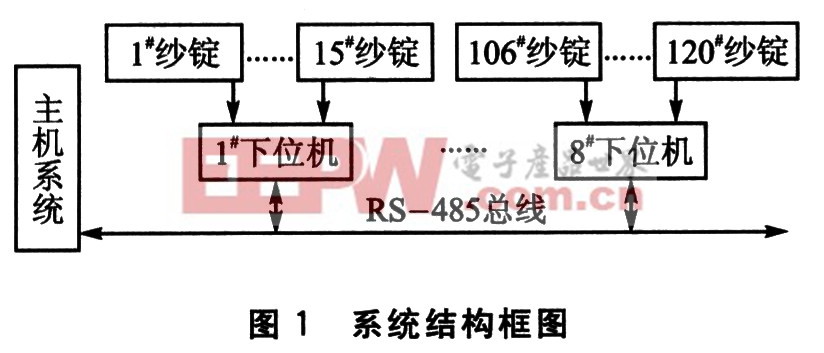
1 系統結構框圖
系統采用主從式多機通信系統,主機負責參數的設定、數據的統計和系統的運行監控。8個下位機每個負責15個紗錠數據的采集,并接收上位機設定的參數和上傳生產數據。系統結構圖如圖1所示。
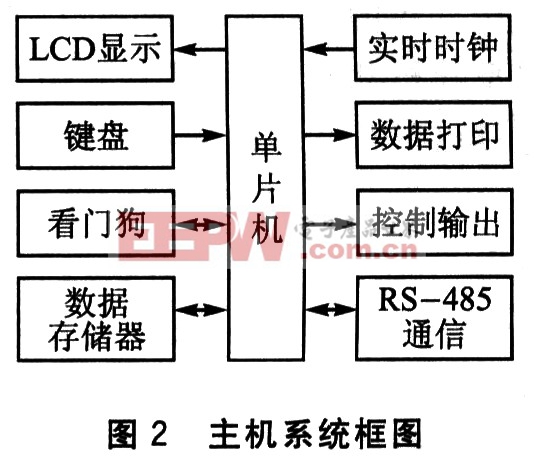
2 主機系統
主機系統采用LCM240×320大屏幕液晶顯示,能提供足夠的顯示信息:實時時間、設定參數、統計數據等。通過鍵盤可以設定生產參數,并可查詢生產數據。系統配有實時時鐘,以顯示當前時間,并為生產時間提供依據。為便于工人上下班交接時核對產量,主機系統還提供了數據打印功能,能夠打印當班工人的該班產量。為保存生產數據,系統擴展了數據存儲器。由于系統采用RS一485主從通信方式,因此,主機系統用MAXl480E實現了RS一485協議的串口通信。主機系統框圖如圖2所示。
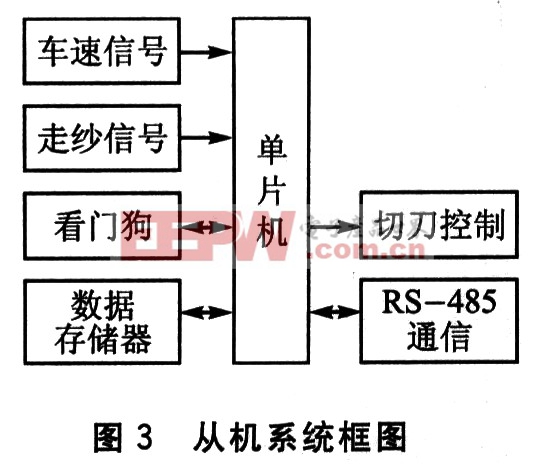
3 從機系統
從機系統主要采集生產中的車速、走紗信號。車速信息用于實現產量的統計。系統根據走紗信息來判斷正常生產中是否存在不符合設定標準的疵點紗線,并通過輸出切刀信號完成對疵點紗線的切除,以保證產品的質量。從機系統同樣采用MAXl480E實現了RS一485協議的串口通信。從機系統框圖如圖3所示。






評論