基于振動信號處理技術的傳動鏈誤差分析

摘要:以某數控機床傳動系統為研究對象,分析了該數控機床傳動系統的動態特性。為進一步提高數控系統的可靠性,文章對機床軸系振動信號進行處理分析,研究了該數控機床的多軸同步性、動態傳動鏈誤差的測量、分析與溯源。
關鍵詞:數控機床;傳動系統;傳動鏈誤差;振動信號處理技術
1 磨齒機工作原理
加工原理為成形法磨削、即將砂輪軸截面截形修整為齒輪齒槽相適應的截面、進行成形磨削加工。
2 被測軸信息
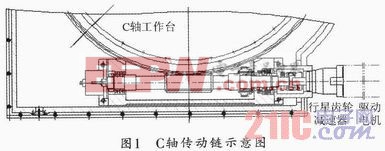
磨齒機床C軸是一個圓形工作臺,主要用于承載被加工齒輪并完成齒輪磨削過程中的分度運動。因此,C軸的運動精度需要嚴格控制,其回轉誤差將直接導致被加工齒輪的周向誤差。C軸的傳動鏈如圖1所示:驅動電機的輸出連接傳動比為5:1的高精度行星齒輪減速器,然后通過聯軸器連接蝸輪蝸桿,帶動工作臺同轉。其中,蝸輪齒數為215齒,蝸樸為單線。因此,從驅動電機到C軸工作臺的總傳動比為:215*5= 1075。以該傳動鏈作為被測對象,將C軸設為一號軸,其光柵條紋數為45000。驅動電機設為二號軸,其光柵條紋數為1024。
3 瞬時傳動誤差分析
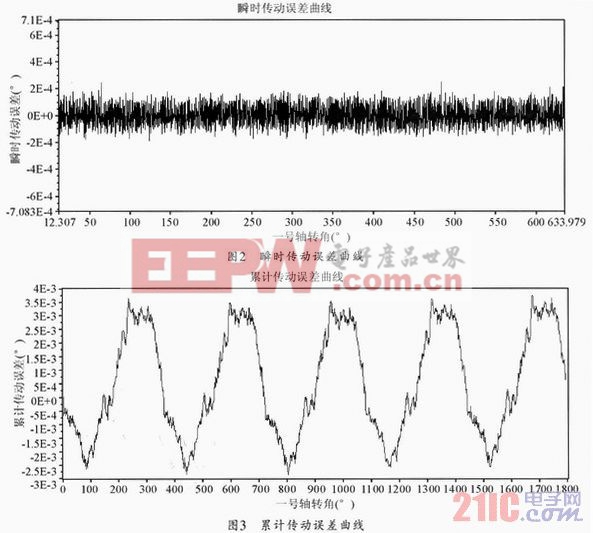
瞬時傳動誤差是利用相鄰兩個采樣點的數據進行傳動誤差計算,由于測量步長較小,因此對傳動誤差的瞬態波動較為敏感。可以用于榆測嚙合齒之間夾雜沙粒,齒面缺陷或者信號干擾等故障。圖2是73200 3#機床的瞬時傳動誤差曲線,可以看出該機床瞬時傳動誤差曲線較為平穩,最大瞬時傳動誤差為1.67角秒。











評論