基于PLC的精煉爐自動控制系統研究

4 架構設計
RH控制系統采用兩級控制系統組成,分別為一級基礎自動化系統和二級過程計算機控制系統,兩級系統分別承擔不同的功能:
一、基礎自動化系統(L1級):管理整個RH生產過程,由PLC(包括分布各操作臺的遠程I/O)、OMS(人機接口)、工程師站、編程站及工業以太網絡組成。采集現場信號,完成電氣設備的邏輯順序控制、過程回路控制、設備運轉操作、設備監視和報警等基本功能。
二、過程計算機控制系統(L2級):是以L1系統為基礎的相對獨立的系統。對整個RH系統生產過程進行管理和過程優化,并為煉鋼廠更高級的管理信息系統及攀鋼ERP系統的建立留接口。控制系統結構參見下圖:
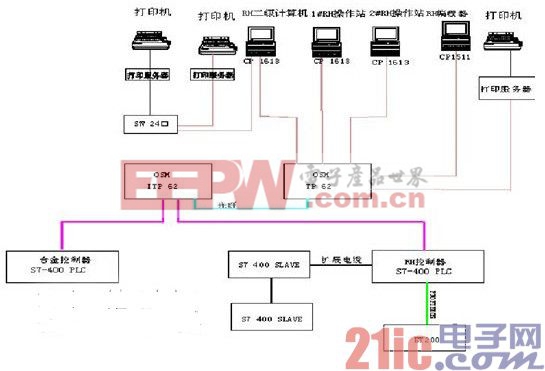
圖3 控制系統結構
RH系統的控制分為兩部分,基礎自動化控制(L1)和過程計算機控制(L2)。一級控制主要負責基礎自動化的一些控制,包括現場執行元件的控制,參數檢測的反饋以及電機的交流傳動控制等,主要采用西門子工業控制計算機系統和西門子PLC系統實現;二級控制負責一些數據模型的建立,模型動態控制,生產計劃編制和流程跟蹤,報表系統等,主要采用工業以太網實現。
所有電氣和儀表設備安裝在單獨控制柜里,信號連接到過程控制單元的I/O模塊。通過安裝在PLC繼電器輸出端或輔助繼電器控制所有電磁閥和電機控制。要求的I/O數量是由驅動、儀表和其他用電數量所確定。因此由程序結構確定I/O數量,并考慮所有要求的驅動和控制功能包括20%的備用能力。為了內存要提供30%的備用能力。每機架至少預留一個空槽。除了順序控制和聯鎖外,所有重要任務如監視、管理、過程值控制將在基礎自動化系統(1級)CPU里實現。
RH基礎級控制系統主要用來對煉鋼過程進行實時的監測與控制。實現了采集現場信號、進行數據處理、邏輯判斷以及現場設備控制的功能。PLC中的控制軟件是采用西門子提供的Step7V5.4編程工具實現的。畫面監控軟件采用WinCC6.2,為實現對監視和控制生產過程以及對生產數據進行歸檔和進一步處理提供了良好的HMI。
4.1 環流氣體流量調節的PID控制
環流氣體流量PID調節的難點在于如何使得操作人員設定的環流氣體總的流量,通過PID程序控制分布到4個支管上各自的調節閥進行流量調節,同時將輸出結果反饋給調節閥進行控制。經過仔細研究,在實際生產過程中我們采用了PID串級調節的方法。PID調節主要包括3個主要參數:設定值SV、反饋值PV和輸出值MV,把SV與PV進行比較得到MV的值。把操作人員設定的環流氣體總的流量除以4后,平均分配到4個支路上的PID控制器的SV值。4個支路上采集到的流量計的過程值作為PV值,各自PID調節的輸出結果為MV值控制各自的調節閥。但是在實際的生產過程中我們發現,偶爾出現個別管路堵塞的情況時,真空槽環流氣體的總量與設定值差別很大,環流效果非常差。在控制上做了一些改進,主控制器為我們虛設的一個控制器,它不直接對現場設備進行控制,操作人員設定的環流氣體總的流量為主控制器的SV值,把4個支路上采集的流量變送器的氣體流量之和為主控制器的PV值,這樣這兩個值進行比較得出主管路上的MV值。把這個MV值除以4后作為4個分支路上PID控制器的SV值,與本分支路上的流量變送器反饋值做比較進行PID調節控制本分支路上的流量調節閥。
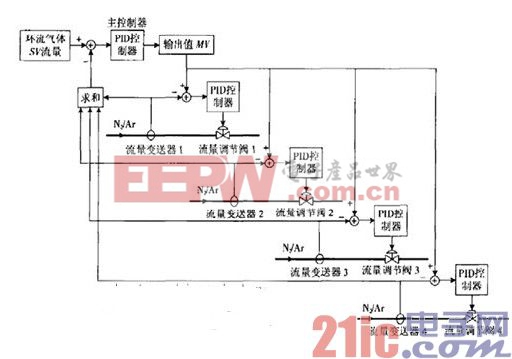
圖4 RH環流調節控制回路
5 系統測試及應用
L1子系統有2套西門子PLC控制站,2臺HMI服務器,2套三電可共用的客戶機,服務器及客戶機安裝WinCC監控軟件,用于現場設備的控制及狀態監控等。1套L1軟件開發和系統維護用的工程師站,工程師站安裝Step7編程軟件,2臺L1用報警報表和編程維護打印機,控制站的主站與分站之間通過PROFIBUS網絡通訊,控制站與服務器之間和服務器與客戶機之間通過以太網通訊。
(1)系統軟件測試
由于服務器、客戶機及工程師站均采用WindowsXP操作系統,且服務器和客戶機安裝有WinCC監控軟件,工程師站安裝有Step7編程軟件,所以安裝完上述軟件后,分別進入WindowsXP和WinCC、Step7進行各項操作實驗,檢查系統軟件運行是否正常。
(2)通訊功能測試,通過下裝PLC控制程序和觀察監控畫面設備動作及狀態變化情況判斷上位機與PLC之間的通訊是否正常,通過畫面操作判斷工程師站與上位機之間的通訊是否正常,通過CPU、電源、通訊模板及I/O模板上的指示燈判斷主站與分站之間的通訊是否正常。
(3)數字量輸出信號測試
利用Step7軟件提供的強制功能,強制各輸出點,觀察模板上對應點的指示燈是否亮,如果通過繼電器控制現場設備,觀察繼電器是否吸合,還要與現場人員聯系,確認設備動作是否正常,這樣既可測試出數字量輸出摸板上各輸出點輸出是否正常,還能檢查出現場設備接線是否正常。
6 結論
本文對新建的RH真空處理的三電自動控制系統的的控制要求、控制理論、控制水平、控制系統的構造、控制功能進行了深入的分析和研究。RH真空處理的自動控制系統選型遵循了先進、可靠、實用的原則,節約投資的原則;設備選型和裝備水平達到了當前先進的水平。這些工作對于攀鋼以后的新建工程及改造工程的自動控制系統選擇有一定的借鑒意義。

陀螺儀相關文章:陀螺儀原理







評論