擴頻通信技術在遙控系統中的應用

引言
擴頻技術是指用很大的頻帶寬度(與信號帶寬的相比)來傳輸信息的技術。為了擴展發射信號的頻譜,可使用不同技術對所傳的信息進行處理,從而產生了不同的擴頻調制類型。常見的擴頻類型有:直接序列(DS)、跳頻(FH)、跳時(TH)和線性調頻脈沖(Chirp)等;另外,這些技術也常常組合起來使用,形成組合或混合類型的擴頻技術。以此技術進行信號的傳輸便形成了擴頻通信技術[1-3]。在許多施工現場,需要一種帶有遙控調節的裝置進行遠距離操作。以在工業焊接的施工過程為例,目前常用的焊機遙控器是有線遙控器,即從焊機引出多芯控制電纜與遙控盒相連,通過遙控盒上的電位器和控制開關,實現對焊接規范參數的調節。多芯控制電纜長度一般在50至200米,焊工每次施工前后,都要布線、收線,不僅勞動強度大且使焊接現場混亂,不便于管理;另一方面施工現場環境較惡劣,多芯電纜很容易磨損或斷裂,以致無法正常工作;同時過長的控制電纜增加了設備成本。本文利用擴頻通信技術實現的電焊機用載波遙控器很好地解決了上述問題,它以擴頻通信芯片SC1128為核心,通過單片機的控制巧妙地實現了焊接電流、推力電流、焊接方式等參數的設定、顯示、傳輸。該遙控器無控制電纜,攜帶方便,便于施工現場管理 ;焊接電流和推力電流等參數采用數字顯示,直觀并且調整方便,可精確到1安培,焊機與遙控器之間距離200米以上仍可進行可靠的數據傳輸,克服了多芯控制電纜實際使用中的諸多缺點,實現了快速、高精度、靈活、多功能的信號傳輸控制,解決了遠距離信號傳輸的不可靠性問題,同時提供了良好的人機互動界面。
1 SC1128與單片機的接口
SC1128第28腳為電路工作主時鐘的二分之一的晶振輸出(其峰峰值約為4V),近似正弦波;32腳電壓監測端;33腳看門狗輸入端,正常工作時應該在768mS內產生一次高低電位變化;34腳看門狗輸出端,與33腳配合,正常時輸出低電平,否則輸出三分之一占空比的復位脈沖;35腳與32腳配合,當電源信號低于監測值時,輸出低電平,當高于監測值,則輸出高電平;36腳收發控制端,0為接收,1為發射;37腳在發射和接收同步后產生同步脈沖信號,頻率隨工作主時鐘和周波的變化而變化;38腳為輸出發送和接收的數據;39腳為設置數據及狀態的輸入輸出端;40腳為同步設置時鐘輸入端;41腳為片選輸入端。
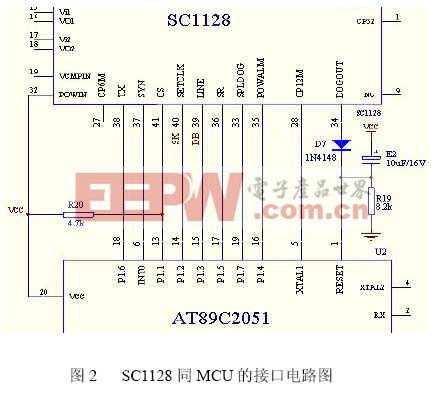
數據收發流程:
當發射狀態時,單片機將SR端(36腳)置高,1128芯片發出同步頭(37腳),單片機通過TX端(38腳)同步發送數據。
當接收狀態時,單片機將SR端(36腳)置低,1128芯片若接收到數據,則產生同步頭,通過TX端(38腳)將數據同步發送到單片機。
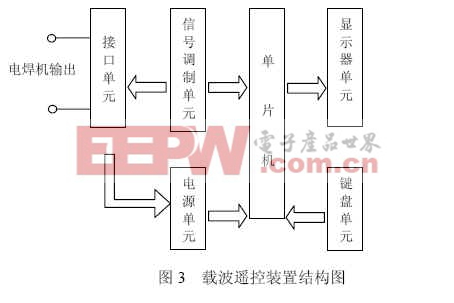
2 載波遙控器設計
單片機的結構和指令功能都是按工業控制要求設計,體積小、重量輕、價格低、功能強;而且數據大部分在單片機內部傳送,運行速度快,抗干擾能力強,可靠性高。隨著微處理器技術的發展,單片機的速度越來越快,功能越來越強[4]。結合擴頻通信芯片SC1128的特點,充分發揮單片機的數據處理能力、邏輯判斷能力和可編程的特點,結合軟件設計,可完成載波遙控器的各種要求。
2.1載波遙控器設計要求
遙控器上可進行焊接電流、推力電流選擇,氬弧焊、手工焊焊接方式選擇,焊機關閉、啟動選擇及這些狀態的指示;焊接電流、推力電流的設定值顯示;實現焊接電流、推力電流的連續可調功能;最近一次操作狀態的記憶功能;接收成功后的反饋信息顯示功能。
2.2 硬件電路設計
電焊機相關文章:電焊機原理







評論