基于ProfiBus現場總線的堿回收車間DCS方案設計

0引言
本文引用地址:http://www.j9360.com/article/157657.htm造紙工業的污染是世界上工業污染的主要來源之一,其中制漿造紙行業的污染負荷80%以上來自制漿黑液。若黑液不能得到有效治理,不僅嚴重污染了環境,而且造成了大量資源的浪費。堿回收是目前治理黑液最為有效和成熟的一種手段,它不僅能有效的回收黑液中的堿,而且利用黑液燃燒產生的熱量生產蒸汽,而蒸汽和堿又可回用于造紙行業其它生產工序。因此堿回收系統是解決制漿企業黑液污染和資源循環利用的不可缺少的部分,具有很好的環保和經濟效益。可見堿回收在制漿造紙行業具有十分重要的地位和意義。[1]
堿回收車間一般分為蒸發、燃燒和苛化三個工段。新型堿回收系統被列為造紙工業若干重要前沿問題之一。
現場總線技術是目前正在興起的一種全新的控制技術。目前比較流行的現場總線技術主要有:Profibus、基金會現場總線FF等。Profibus是一種國際的、開放的、不依賴于生產廠商的總線標準。它由互相兼容的3部分組成:①ProfibusS2DP;主站和從站之間采用輪換查詢的方式通訊,用于設備級控制系統和分散式I/O的通訊;②Profibus2PA,電源和通訊數據通過總線并行傳輸,可使得傳感器和執行機構通過一根總線相連接,主要用于單元級和現場級通訊;③Profibus2FMS,用于車間級監控網絡,是一個令牌結構、實時多主站網絡。
本文簡要介紹了作者在河南某造紙廠堿回收工段采用ProfiBus現場總線實施的計算機集散控制的控制方案。
1工藝流程及控制策略
蒸發工段的主要設備是蒸發器,蒸發器串聯組成蒸發站。本設計中所控制的蒸發站是典型的五體五效蒸發系統,除了蒸發器的相關控制外,還有一些輔助的蒸發設備,如板式降膜蒸發器、溫水槽、黑液槽罐、冷凝水閃蒸罐、液位罐等。系統控制的目標是保持出效濃黑液濃度的穩定、總有效溫差的穩定和冷凝水罐液位的穩定。一般可分為蒸汽子系統、黑液子系統和冷凝水系統。本工段的主要控制目標是保證出效黑液的濃度、穩定總有效溫度差和冷凝水系統的穩定。本工段設立包括各效蒸汽壓力和真空度在內的壓力測量環節11個,包括各效蒸發器黑液液位、冷凝水閃蒸罐和液位罐及黑液存放槽罐在內的液位測量環節17個,包括蒸汽、黑液溫度在內的溫度測量環節18個,包括蒸汽、黑液、清水在內的流量測量環節8個。
燃燒工段是利用煙氣和余熱進一步把蒸發工段帶來的濃黑液濃縮到65%~70%的濃度以供燃燒。它的主要設備是堿回收噴射鍋爐,其運行情況的好壞決定了整個工段的生產效率。其作用一方面是回收黑液中大量有機質(脫木素)的有效熱值,以產生蒸汽供全廠發電或造紙干燥之用;另一方面回收黑液中的無機堿鹽。本工段還包括其他一些配套設備,如空氣加熱器、圓盤蒸發器、靜電除塵器等。一般可分為黑液子系統、供風子系統、給水及蒸汽子系統和綠液子系統。在燃燒過程中,各系統三者互有關聯,在這里,首先要確定的是燃料/空氣的比率,適當的比率可獲得最好的鍋爐的效率,在本系統中,入爐黑液及空氣都有計量,因此在調試過程中,經過一段時間,就可得到合適的比例關系。引風量根據爐膛負壓進行調節,在上述其他二個參數變更時,引風量也必須作出反應,進行相應的調節。在本系統中,送風、引風都采用了變頻器,可以作精細的調節。本工段設置壓力測量環節17個、液位測量環節11個、溫度測量環節21個、流量測量環節8個。
苛化工段的主要設備是石灰消化提渣機和苛化器。輔助設備有白液澄清器、乳液澄清器、白泥洗劑器、真空過濾機、預掛過濾機等。本工段主要控制好綠液的濃度、流量和石灰加入量的配比以及苛化反應的時間和溫度。本工段設置壓力測量環節1個、液位測量環節10個、溫度測量環節12個、流量測量環節3個。
2系統硬件設計
整個控制系統的框架由分布式過程控制裝置、操作管理單元和通信系統三部分組成。其結構如圖1所示。
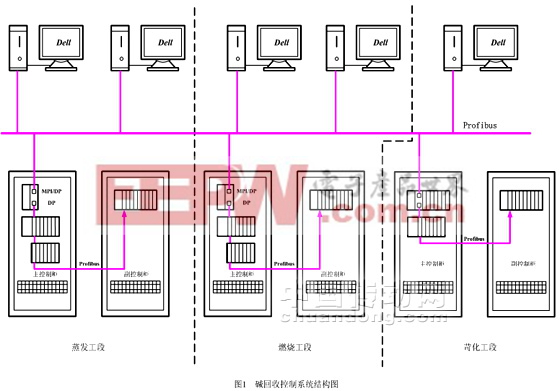
(1)分布式過程控制裝置
核心部分采用西門子S7-300/400系列模塊,包括CPU414-2DP、CPU315-2DP,電源PS407、PS307,通訊模塊CP443-1、CP343-1,ET200M,SM331,SM332,SM321,SM322模塊等。SM31模塊主要完成溫度、壓力、流量、液位以及系統中其他模擬量的數據采集。SM332模塊主要完成執行機構的模擬驅動信號輸出。SM321模塊主要完成系統中數字量輸入信號(如電機的狀態反饋、切斷閥閥位反饋等)的采集;SM322模塊主要完成系統中數字量信號的輸出(如電機的啟停、電動閥的開關驅動信號等)。具體模塊配置見表1。
表1西門子模塊配置表

(2)操作管理單元
工程師站由一臺DELL筆記本構成,編程平臺采用西門子Step7V5.3,主要完成數據采集、回路控制、連鎖控制、流量累計等的編程工作。







評論