11站實驗型柔性制造系統監控技術的研究

摘要:引入WinCC對11 站式實驗型柔性制造系統進行實時監控系統的開發,人機界面生動的模擬了現場工況,操作方便快捷,提高了系統的實驗性。文章介紹了系統的網絡結構形式和監控系統的開發過程;重點對實時畫面控制技術和系統與MES 數據集成技術進行了研究。
本文引用地址:http://www.j9360.com/article/149486.htmResearch of 11-stop Experimental Flexible Manufacturing System of Monitoring Technology
Abstract: Real-time monitoring system was developed for the 11-stop experimental flexible manufacturing system by WinCC.The man-machine dialogue vividly simulated real operation scene,which make the the management faster and system more experimental. The article introduced the system's network structure and development process of the monitoring system; Emphasis on the studies of Real-time image control technology and data integration technology between the system and MES.
Keywords: WinCC;Experimental;MES;Real-time Monitoring
隨著科學技術的迅猛發展,機電一體化技術的廣泛應用,對生產制造系統的要求也越來越高,用戶們希望得到友好的人機交互,提高工作效率,減少生產事故的發生,實時監控技術的應用很大程度上幫助用戶們解決了這些問題。而在學校,學生們的學習已經不能局限于PLC 電控方面的實驗,讓他們更多的接觸監控組態技術以及上位機系統的操作,對其將來的學習和工作會有很大幫助。
本系統正是一個集監控組態技術、MES和PLC電控與一體的系統,這里主要介紹WinCC監控組態技術在實時監控系統開發中的應用,以及其與MES 系統數據集成。
1 系統的基本架構及工作原理
圖1 所示是11 站式實驗型柔性制造系統的生產監控結構圖,由11 站式實驗型柔性制造系統、PLC 控制系統、生產監控系統(MES)和實時監控系統(WinCC)四部分組成,主要完成對11 站式實驗平臺的實時畫面監控和生產數據監控。

2
1.1 11站式實驗型柔性制造系統
整個11 站式實驗性柔性制造系統可以分為五大站,第一站是供料站,主要為系統提供原料,包括供料單元,供料檢測單元,圖像檢測單元,搬運單元等4 個單元;第二站為加工站,主要是對原料進行加工,包括機械手上下料單元,數控銑床單元等2 個單元;第三站為裝配站,主要是對加工好的工件進行裝配,包括加工檢測單元,機器人單元,成品分裝單元等3 個單元;第四站為物流站,主要實現對工件在站站間的搬運及儲存功能,包括環形傳輸系統,條形碼識別單元,立體倉儲單元等3 個單元。
1.2 PLC控制系統
PLC 控制系統是整個柔性制造系統的控制核心,柔性制造系統的所有單元的運作都是按照PLC 發出的信號和預先設定的程序進行運作。整個系統包含各種傳感器,伺服電機,氣缸、機器人等。
1.3 生產監控系統
用戶可以完成生產任務下達,生產任務調度,并可以詳細監視生產任務進度情況、加工質量情況,以及報表功能等。生產監控系統模塊(MES)主要包括用戶管理、庫存管理、生產計劃、過程監視、質量管理、統計分析、設備管理等7 個模塊,該系統的數據采集功能都是在WinCC 中實現。
1.4 實時監控系統
實時監控系統使用西門子公司開發的WinCC 組態監控軟件進行開發,上位機裝有CP5611 數據采集卡,通過制作通訊電纜將上位機與S7-300 總站相連,進行通訊。實時監控系統主要給用戶提供良好的人機交互界面,便于用戶觀察生產過程(生產動作畫面、生產基本信息等),并提供報警功能等。
2 WinCC實時監控系統的設計與開發
實時監控系統主要完成動作畫面監控和生產基本信息監控,以及報警等功能,這里功能模塊設計為生產管理、聯網監控、報警記錄和關于程序四個模塊,其中聯網監控模塊是實時監控系統的核心。
2.1設計原理
(1)建模
WinCC 中有自帶的繪圖功能,但由于功能較為簡單,系統設計中選用Flash 進行建模,導入到WinCC 圖形數據庫中使用,方便快捷,且效果較佳。
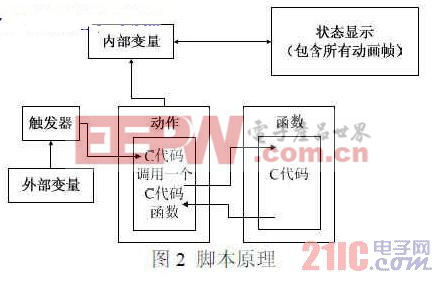
(2)腳本
WinCC 中有豐富的腳本語言(VB、C)及控件等,而系統通過腳本提取外部變量的值,控制內部變量的值即控制幀的狀態,來符合外部的實際狀態。(如圖2 所示)
(3)通訊
監控系統是以西門子PLC 為主控制器,上位采用WINCC 組態軟件監控,中間采用S7-300PLC 負責通信功能,下位采用八個S7-200 PLC (CPU 224) 組成分站控制器,通過PROFIBUS-DP
3
現場總線網絡實現監控系統的通信,八個獨立的執行機構共同組成一套完整的控制系統。WinCC 提供了一個稱為SIMATIC S7 Protocol Suite 的通訊驅動程序,系統中采用的是MPI通訊單元,在該單元下建立連接NewConnection_1,在該連接下建立監控畫面中需要的外部變量,設置相應的類型和地址,與PLC 中需要的變量地址相同。
2.2功能設計與開發
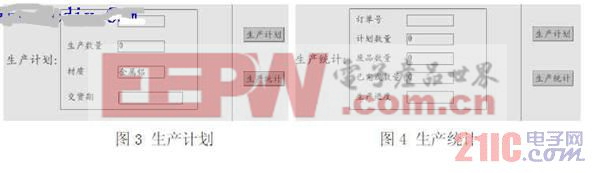
2.2.1 生產管理模塊
生產管理模塊包括生產計劃和生產統計兩個模塊。生產計劃模塊包括訂單號、生產數量、材質和交貨期。生產統計模塊包括訂單號、計劃數量、廢品數量、已完成數量和生產進度。界面中每一個參數的值,都有一個相應的內部變量,內部變量的值正是通過讀取數據庫相應的值來實時傳遞,設計如圖3 和圖4 所示。
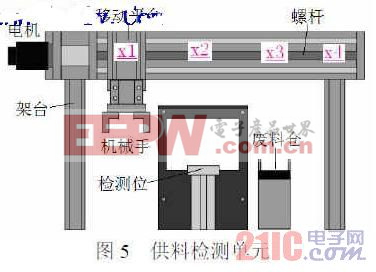
2.2.2聯網監控模塊
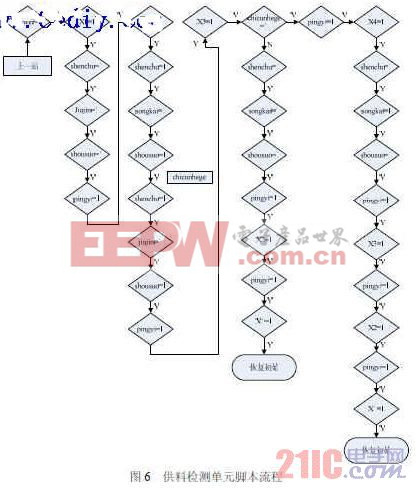
用戶可以通過該模塊監視整個實驗系統的動作狀態,而在開發過程中,需要處理好各個外部變量之間的關系來控制內部變量的值,實時顯示各個工況。下面主要介紹供料檢測單元(如圖5 所示)的設計,該單元主要是檢測工件的尺寸。
建立狀態顯示控件,狀態顯示控件連接所有該單元的幀,并與tuiliaojiance 變量(有符號32 位數)連接,只要控制其值就能顯示不同幀,再設置觸發器類型為周期觸發,并設置合適的周期值,設置觸發器開關變量tuiliaoaction(二進制變量),來控制顯示一組組動畫,達到實時監控的目的。其他外部變量設置如表1 所示。
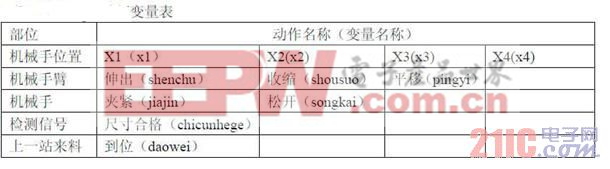
這里的腳本編輯流程如圖所示,在編輯過程中將動作變量值和tuiliaojiance 在該段狀態的值相與操作,來設定tuiliaoaction 的值。例如,每個動作5 幀,則第一段程序如下。
If((daowei==1) (X1==1))(SetTagDWord(tuiliaojiance,1));
if (tuiliaoaction(value>=0) (value=5))(tuiliaojiance=tuiliaojiance+1);
2.2.3報警記錄模塊
當現場設備出現故障或出現錯誤消息時,設計報警記錄模塊可以通知操作員在生產過程中的故障和錯誤消息,用于提醒操作員及時做出反應和判斷。該模塊主要是報警廢品產生時,提醒工作人員及時補料。在報警編輯器里設置外部變量caizhibuhege、chicunbuhege 等為消息變量。
2.2.4關于程序模塊
利用文檔簡要介紹實時監控系統的操作注意事項,以及該實時監控系統設計和開發的基本信息。
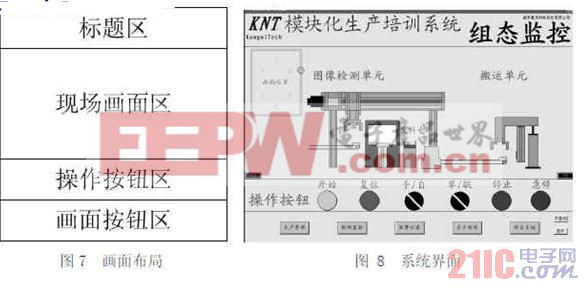
2.3畫面布局設計
這里我們將畫面劃分為4 個部分:標題區、現場畫面區、操作按鈕區和畫面按鈕區,設計畫面布局形式如圖所示,其中標題區、操作按鈕區、畫面按鈕區不變,現場畫面區根據需要切換變化。
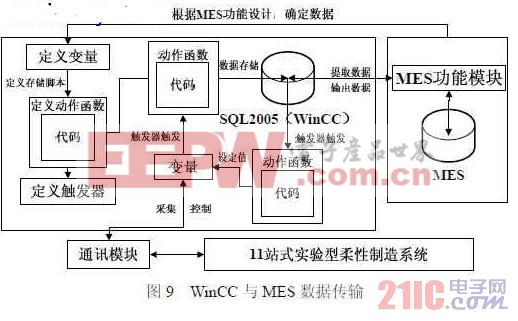
3 WinCC監控系統與MES系統數據集成
MES 系統模塊的開發最重要的內容之一就是數據的采集控制,這里通過WinCC 強大的SQL2005 數據庫做為MES 模塊開發的數據源,主要流程如圖9 所示。MES 數據模塊包括三個方面:第一個方面,數據定義,由于數據是通過WinCC 模塊采集,所以需要首先定義變量,設定相應的動作函數和觸發器向數據庫添加特定數據;第二個方面,數據采集,通過預先定義的外部變量觸發動作向數據庫記錄該數據的相應信息,MES 直接讀取數據庫;第三個方面,現場控制,MES 模塊向數據庫設定數據,WinCC 通過腳本周期檢查數據,若滿足要求,則給相應變量賦值,控制PLC,執行動作
4 結束語
整個基于WinCC的11 站式實驗型柔性制造系統生產監控系統的研究為基礎平臺配備了友好的人機交互環節,同學們可以做更多生產控制實驗,更能直觀的了解實時監控技術的應用。
參考文獻
[1]蘇昆哲. 西門子WinCC V6 北京:北京航空航天大學出版社,2005
[2]李志遠. 電力系統中配電設備遠程監控系統的開發[J] 微計算機信息,2008,24(4-3):
34-35
[3]江灝,王慶豐. 液壓綜合試驗平臺的PLC 實時測控系統[J] 機床與液壓,2007(35):
182-184.6 Science Technology,Research Field:Production Monitoring,CAD/CAM/CAE.

伺服電機相關文章:伺服電機工作原理


評論