基于LabVIEW的數控機床網絡測控系統--數控機床下位機測控系統硬件設計(一)

3.2.1提高數控機床定位精度的位移補償方法
本文引用地址:http://www.j9360.com/article/270595.htm激光干涉儀測得的位移數據通過USB總線實時傳送到PC機,LabVIEW過調用C程序的方式調用激光干涉儀的底層驅動,從而實時的現實位移數據,同時數據采集卡的另外一路A/D來采集電流傳感器測得伺服電機的電流信號,將位移與電流的關系繪制在LabVIEW界面上,從而可以分析機床運動與消耗電流功率的關系,也就能推出機床工作時切削力與消耗功率的關系。對測得位移信號再繼續處理,得到目標位移和機床定位精度誤差的曲線,從而能及時的對機床的位移參數進行補償。
激光干涉儀:可測量速度、加速度、振動等參數,并評估機床動態特性。測試主軸的位移采用定位精度高的的激光干涉儀,這里本文選用API公司的激光干涉儀(5D/6D標準型),它能一次安裝能夠同時測量線性軸的六個誤差,包括1個位置度誤差、2個直線度誤差、3個角度誤差。在通常情況下需要數天時間進行的測試,使用API激光干涉儀只需幾個小時即可,應用結果表明,節省時間可達80%.6D激光干涉儀主要由穩頻激光器、干涉儀和6維傳感器組成,從激光器發出的激光光束經過干涉后,被6D傳感器內的分光鏡分成三束,一束記錄精確長度位移。第二束光用作直線度測量的參考光束,傳感器與參考光束之間的相對位移由裝在傳感器內的橫向光電二級管測得。第三束光用作裝在6D傳感器內的小型光電測角儀的參考光源,用來測量角度誤差(俯仰角和偏擺角)。為了保證激光光束的穩定性,測量儀在結構的設計以及激光器的選擇方面都做了仔細設計,以使測量儀的橫向和角度漂移量都降低到最小,從而保證測量儀的長期穩定性。測量儀配有自動氣壓、環境溫度補償器,自動校正環境變化對激光波長及長度測量的影響,其中多重數字濾波器使由空氣波動及溫度梯度引起的測量誤差降到最小。
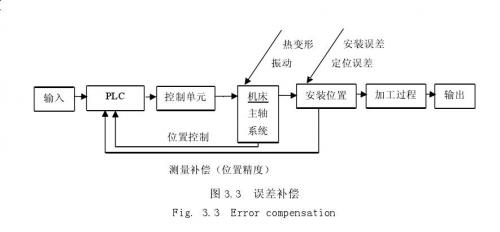
其中誤差補償重點是研究加工中心誤差的影響因素和計算機輔助軟件補償技術,其特點是在對機床本身不作任何改動的情況下,綜合運用當代各學科的先進技術和計算機控制技術來提高機床加工精度。誤差補償的結構框圖如下圖3.3所示。
測得的補償前后機床的三次運動的正向和負向位置精度誤差如表3.1和表3.2所示。
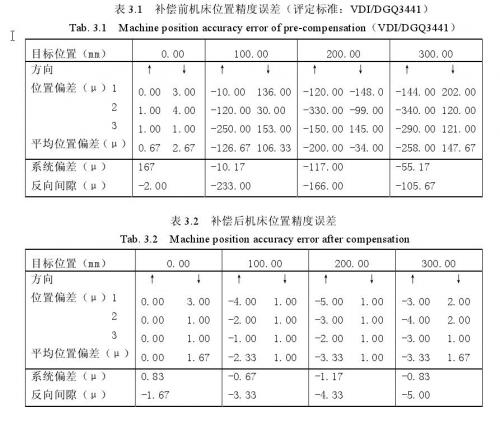
如上表所示,下位測控機采集平臺,通過激光干涉實時記錄機床的動態位移及定位位移,軟件通過對數據實時的采集分析,存儲,將整個數控機床運動過程的定位位移實時記錄。在分析軟件下可以清楚看出機床3次運動過程中正向和負向位移誤差的對比。
進行補償前的位移精度曲線如圖3.4所示,進行補償后的位移精度曲線如圖3.5所示。
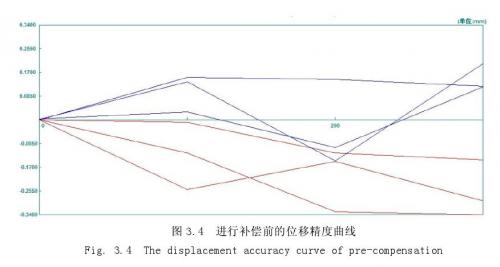
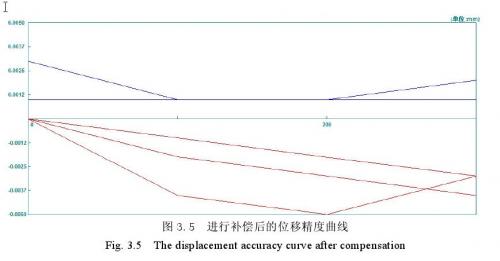
通過以上圖表,可以明顯的看出補償后的位移定位精度有了明顯的提高。由于實驗測試值僅是測的一臺剛剛改造后的數控機床數據,數據只是特例數據,以后要進行多臺數控機床的數據測試分析,這樣的分析后的結果就有了普遍性和統計性。
3.2.2溫度補償技術研究
溫度傳感器選用PT100鉑電阻溫度傳感器。它適用于測量(-60 ~+400℃)之間的溫度,完全適用于機床的使用環境溫度(5 ~ 45℃)。PT100在0℃時電阻為100歐隨著溫度的變化電阻成線性變化,大約是每攝氏度0.4歐。為了把PT100隨溫度變化的電阻轉換成電壓,AD轉換器模擬量接口提供恒流源輸出,即輸出12.5mA恒電流源供給PT100傳感器,在傳感器回路中產生5Mv/℃線性輸入電壓。AD傳感器把這個電壓轉換成數字量,程序周期地讀這些數字量,并將所讀的這些數,利用下面公式計算出溫度值。
溫度T [℃] =(溫度數字量- 0℃偏置量)/ 1℃數字量(3.1)
其中:溫度數字量=存儲在NC-PLC接口IW xxx中的測量值;
0℃偏置量=在0℃測量出的數字量,該值為4000;
1℃數字量=溫度每升高1℃的數字量,該值為16.
PLC定時采樣溫度值,利用上式計算出溫度數字量并轉換為帶一位小數點的十進制溫度值,然后計算出溫度補償參數K 0(T)、tanβ(T)周期性送至NCK刷新溫度補償參數。
(1)溫度補償的理由
金屬材料具有“熱脹冷縮”的性質,該特性在物理學上通常用熱膨脹系數(Thermal expansion confficient,αtherm)描述。數控機床的床身、立柱、拖板等導軌基礎件和滾珠絲杠等傳動部件一般由金屬材料制成,由于機床驅動電機的發熱、運動部件摩擦發熱以及環境溫度等的變化,均會對機床運動軸位置產生附加誤差,這將直接影響機床的定位精度,從而影響工件的加工精度。對于在普通車間環境條件下使用的數控機床尤其是行程較長的落地式銑鏜床,熱膨脹系數的影響更不容忽視。以行程為5m的X軸來說,金屬材料的熱膨脹系數為10ppm(10um/每1m每1℃),理論上溫度每升高1℃,5m行程的X軸就“脹長”50um.日夜溫差和冬夏季節溫差的影響便可想而知。因此高精度機床要求在規定的恒溫條件下制造或使用,普通環境下使用的數控機床為保證較高定位精度和加工精度,須使用“溫度補償”等選件功能消除附加誤差。
(2)系統中溫度補償原理
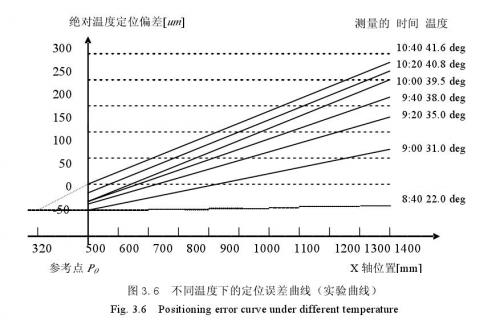
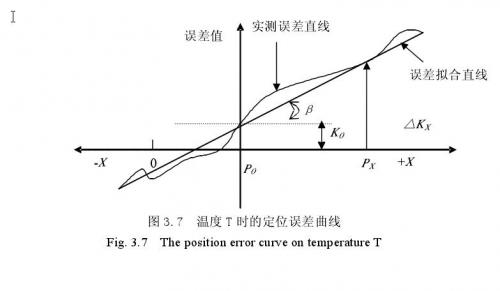
機床坐標軸的定位誤差隨溫度變化會附加一定偏差,對每一給定溫度可測出相應的定位誤差曲線,為了完成溫度補償需要測出不同溫度下的定位誤差曲線。如圖3.6所示為一組實驗曲線,測量條件是:以22度誤差曲線為基準,在行程500~1500mm范圍內不停的運動加熱機床,每隔20分鐘做一次定位誤差測量采樣,采樣間隔100mm,并用點溫計記錄滾珠絲桿的溫度。因此一定溫度T的定位誤差曲線可以表示為如圖3.7所示的直線,其數學表達式為:
式3.2中,梯度tanβ(T)和軸位置不相關溫度補償值K 0(T)均是隨溫度變化的函數。
不同溫度下的定位誤差曲線如圖3.6,以及溫度為T時的定位誤差曲線如圖3.7所示。
系統中溫度補償功能的工作過程:將測量得到的溫度偏差(補償)值送至NC插補單元參與插補運算修正軸的運動。若溫度補償值ΔKx(T)為正值就控制軸負向移動,否則正向移動。由于溫度影響的滯后性,PLC程序采取定時間隔采樣溫度(T)的方法,周期性地修改NC中相關補償參數,并利用式3.2計算溫度偏差ΔKx(T),從而補償掉溫度變化產生的位置偏差,實現溫度補償。

伺服電機相關文章:伺服電機工作原理
干涉儀相關文章:干涉儀原理


評論