自主開發的FF現場總線控制系統典型應用

0引言
隨著科學技術的不斷進步,工業控制系統正向著開放化、數字化、智能化、分布化和網絡化的方向發展。現場總線控制系統FCS即順應了這一發展方向,正替代著傳統的DCS和PLC系統而成為主流的控制系統。另一方面隨著工業以太網技術的日趨成熟,FCS也正逐步向工業以太網統一,形成通用的網絡化控制系統框架。
為順應工業控制發展的需要,沈陽自動化研究所從1997年起開始研究基金會現場總線FFH1,2001年起研究基金會高速以太網FFHSE。迄今為止,我所在研究的基礎上開發了各種H1智能儀表、H1I/O設備、FFH1/HSE網關設備和HSEI/O設備等,以及各種組態軟件、監控軟件和OPCServer等。
作為中國科學院知識創新工程項目《多總線集成的分布式工業控制系統》的示范工程,2003年我們對煉焦制氣廠的粗苯和精苯車間的控制系統進行了改造,在原有模擬設備和手動控制系統的基礎上,應用上位機以及我們自主開發的壓力表、網關和I/O設備等組成典型的FCS系統。該工程體現了現場總線控制系統低成本、易維護、易擴展等特點,還提高了企業的控制和管理水平,充分展示了FCS的優越性。
1生產工藝
煉焦制氣是典型的連續生產過程。工藝流程一般如圖1所示。
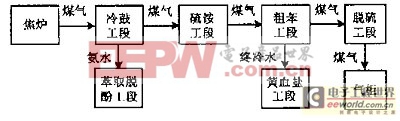
從焦爐炭化室出來的荒煤氣在冷鼓工段被氨水和冷卻水冷卻后,溫度由700~800?降到25?,由鼓風機送至硫銨工段。在硫銨工段經蒸汽預熱后進入噴淋式飽和器的上段噴淋室,脫除氨和酸霧后送往粗苯工段。在脫苯工段經洗苯塔與洗油逆流接觸,洗滌煤氣中的苯,洗滌后將煤氣送去脫硫工段,再經脫硫工段脫硫后送去氣柜供城市用氣。
我們的FCS涉及到的工藝包括粗苯工段和精苯工段,其中粗苯工段工藝流程包括洗苯系統和脫苯系統,其主要特點是:煤氣經兩步終冷(溫度達到20~25?)和油洗萘后進入3個串聯的洗苯塔洗苯,苯蒸餾采用管式爐加熱(溫度達到180~200?)生產兩種苯,脫苯塔取消分縮器代之以回流泵,脫苯塔側線提取萘溶劑油。精苯工段是對粗苯進行精制,采用連續洗滌、熱油進料、連續精餾的工藝。
可見無論粗苯工段還是精苯工段,都需要對各生產工段的煤氣或蒸氣的壓力、流量和溫度等進行實時采樣,并在允許的范圍內對其進行嚴格控制。因此可以采用FCS實現上述的檢測與控制功能。
2系統組成
2.1系統結構
①兩臺工控機及兩個控制柜。粗苯車間與精苯車間各一套,分別位于兩樓,之間相隔約200m。工控機作為上位機(Host),控制柜用來安裝網關及各種I/O設備。兩臺工控機分別通過以太網連接到控制柜中的Hub上,兩個Hub之間通過以太網連接,實現工控機數據共享。
②精苯工段控制柜中安裝4個FFHSEI/O設備,各設備通過以太網連接到Hub上。
③粗苯工段控制柜中安裝一個FFHSE/FFH1網關和3個FFH1I/O設備,網關通過以太網連接到Hub上,I/O設備連接到現場總線集線器上。
④粗苯工段現場安裝4個FFH1壓力變送器,通過安全柵連接到控制柜中的現場總線集線器上,距離約200m。
I/O設備也被稱為分布控制單元,具有AI、AO、DI、DO等多路模擬和數字輸入輸出端口,可以連接各種模擬或數字儀表以及執行器等。各儀表接入I/O要通過安全柵隔離,以實現本質安全。各工段I/O點數為:粗苯工段AI36點,AO6點;精苯工段AI42點。系統結構如圖2所示。

安全柵相關文章:安全柵原理
電接點壓力表相關文章:電接點壓力表原理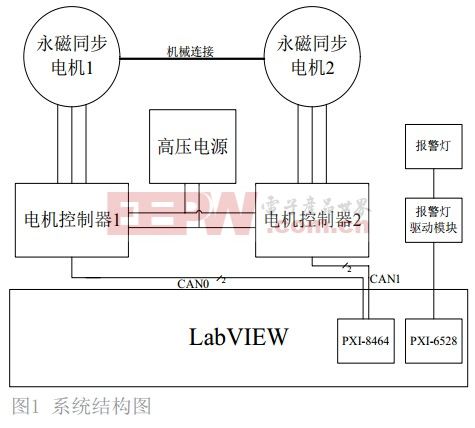









評論