開放式現場總線CC-Link在燈泡自動生產線中的應用

1、設備工藝要求
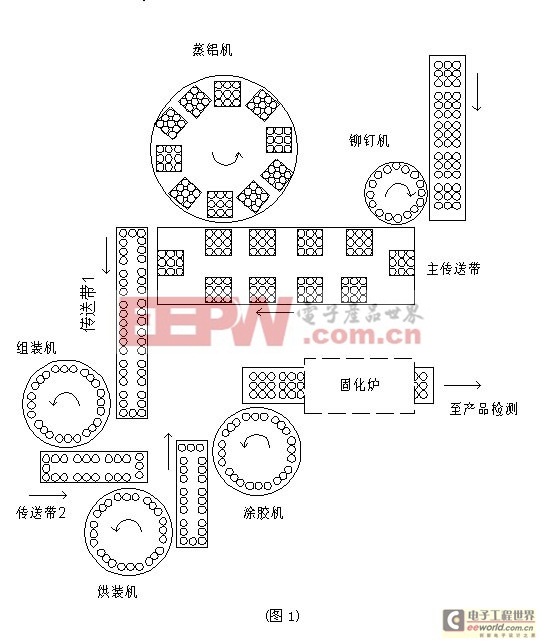
(1)蒸鋁機上有10臺蒸鋁小車,每臺小車可靈活上線和下線,每臺小車的編號、真空度、車位等相關信號在上位機顯示,并與主傳送帶有連鎖信號,即滿足工藝要求的燈碗由主傳送帶送往下一工序。
(2)鉚釘機、蒸鋁機、組裝機、烘裝機、涂膠機的傳動控制系統要滿足同步定位要求,即鉚釘機每3秒轉1個工位、蒸鋁機每27秒轉1個工位、組裝機每3秒轉1個工位、烘裝機每3秒轉1個工位、涂膠機每9秒轉1個工位,這5臺設備上的位置狀態和主傳送帶、傳送帶1、傳送帶2的位置狀態有連鎖信號,以便控制機械手的動作。
(3)該系統所有控制設備的狀態和參數均在上位機顯示和相應的操作。
(4)故障及報警連鎖分為兩類,第一類故障報警為系統設備全停,第二類故障報警時,只為本設備停機,故障處理完成后,此設備恢復運行。
(5)恢復運行需要自動跟蹤系統的同步節拍,同步后才能啟動該設備的功能動作。以下是該生產線的設備布置簡圖(1)
2、控制系統的配置設計簡介
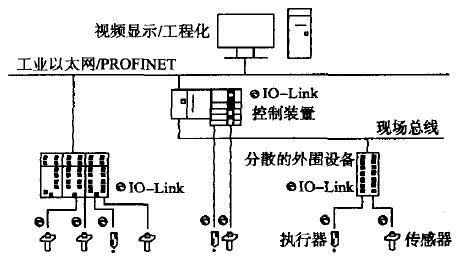
按以上設備工藝對控制系統的要求,對目前的幾種PLC系統方案進行硬件配置和軟件功能比較,最后結果是三菱公司的CC-Link網絡方案性價比好,其系統配置圖(2)和系統配置說明如下。
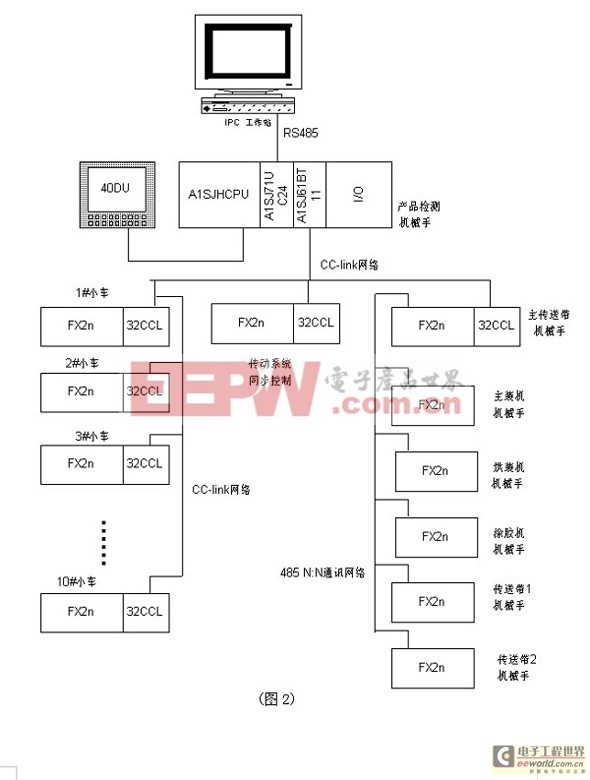
從圖(2)可看到,控制系統采用AnS、FX2n兩種PLC,通訊網絡分別采用CC-Link網絡和RS485N:N通訊網絡。因當時FX2N沒有CC-Link主站模塊,所以采用經濟型A1SJHCUP作為CC-Link的主站。




評論