西門子S7-300控制系統在煤氣加壓站中的應用

1引言
近年來,隨著我國自動化水平的提高,工廠自動化也上了一個新臺階。西門子s7-300系列plc以其強大的邏輯運算和通信能力以及價格低廉,可靠性高等優點在國內各個行業得到了廣泛的應用。本文根據工廠實際的運用介紹了西門子300系列plc通過profibus-dp總線在煤氣加壓站的應用。
2系統配置
該煤氣加壓站采用的是西門子s7-300控制系統,plc與上位機之間采用的是工業以太網通信方式,以滿足多數據的時時交換;plc與變頻器之間通過profibus-dp總線,實現對變頻器的起停,轉速控制,pid調節以及變頻器主要參數的監測。整個系統構架如圖1所示。

3功能實現
3.1變頻器dp通信設置
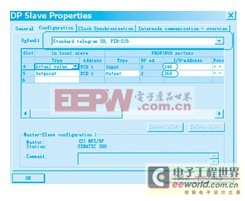
加壓機采用西門子g150系列變頻器[1]調速,在對變頻器的控制和主要參數監視上,每臺變頻器和plc的數據交換大于4字節,為了保證數據的一致性,在程序里面要調用sfc15給數據打包,調用sfc14給數據解包;變頻器作為dp從站的站地址參數設置如圖2所示。

設置好dp從站的dp軟件組態地址以后,在變頻器的通信模塊上的撥碼開關也要對應撥上相同的站號,再設置變頻器的通信i/o地址,如圖3所示。
3.2編程實現數據交換
s7-300plc與變頻器之間的數據交換,編程實現報文。
sfc14解開dp從站(變頻器)的數據包并存放在db80.dbb0~db80.dbb35中,參數laddr(w#16#118)為變頻器的inpout參數區起始地址,見圖4。

sfc15給存放在db80.dbb44~db80.dbb47中數據打包發送給變頻器,參數laddr(w#16#108)為變頻器的output參數區起始地址,見圖5。







評論