基于PLC控制的自動配料系統的應用

0.引言
自動配料系統是精細化工廠生產工藝過程中一道非常重要的工序,配料工序質量對整個產品的質量舉足輕重。自動配料控制過程是一個多輸入、多輸出系統,各條配料輸送生產線嚴格地協調控制,對料位、流量及時準確地進行監測和調節。系統由可編程控制器與電子皮帶秤組成一個兩級計算機控制網絡,通過現場總線連接現場儀器儀表、控制計算機、PLC、變頻器等智能程度較高、處理速度快的設備。在自動配料生產工藝過程中,將主料與輔料按一定比例配合,由電子皮帶秤完成對皮帶輸送機輸送的物料進行計量。PLC主要承擔對輸送設備、秤量過程進行實時控制,并完成對系統故障檢測、顯示及報警,同時向變頻器輸出信號調節皮帶機轉速的作用。
1.自動配料系統的構成
該自動配料系統由5臺電子皮帶秤配料線組成,編號分別為1#、2#、3# 、4#、5#、,其中1#~4#為一組,1#為主料秤,其余三臺為輔料秤。當不需要添加輔料時,5#電子秤單獨工作輸送主料。系統具有恒流量和配比控制兩種功能。對于恒流量控制時,電子皮帶秤根據皮帶上物料的多少自動調節皮帶速度,以達到所設定流量要求。以主秤(1#)系統工藝流程來分析,工藝流程如圖1所示。
自動配料系統加電后,皮帶驅動電機開始旋轉,微處理機根據當前操作控制電機轉速。料斗中的物料落在落料區,經皮帶運送到達稱重區,由電子皮帶秤對皮帶上的物料進行稱重。稱重傳感器根據所受力的大小輸出一個電壓信號,經變送器放大,輸出一個正比于物料重量的計量電平信號。該信號送至上位機的接口,經采樣后并轉換成一個流量信號,在上位機上顯示當前流量值。同時將此流量信號送至PLC接口,與上位機設定的各種配料給定值進行比較,然后進行調節運算,其控制量送至變頻器,以此來改變變頻器的輸出值,從而改變驅動電動機的轉速。調整給定量,使之與設定值相等,完成自動配料過程。
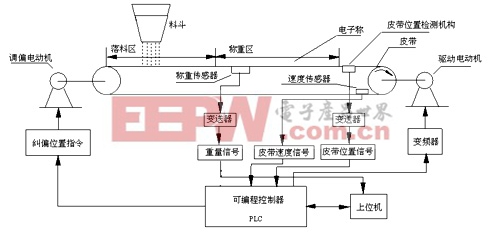
圖1:系統工藝流程
流量就是一定時間內皮帶上走過的物料量。電子皮帶秤稱量的是瞬時流量,上位機給出的是設定流量,二者在實時計量中有所偏差。在流量實際控制中采用工業控制中應用最為廣泛的PID調節,根據流量偏差,利用比例、積分、微分計算出控制量進行控制,控制量輸入和輸出(誤差)之間的關系在時域中可用公式表示如下:

公式中e(t)表示誤差、控制器輸入,u(t)是控制器的輸出,kp為比例系數,Ti為積分時間常數,Td為微分時間常數。圖2為系統流量PID閉環調節結構圖。在生產過程進行自動調節時,以主料成分的流量計量為依據,根據生產工藝要求通過上位機設定出總流量及主、輔料配比參數,按配方比例摻雜其余輔料。流量計量控制是計量偏差與變頻調速的結合,具有結構簡單、穩定性好、工作可靠和調整方便等優點。

pid控制相關文章:pid控制原理
pid控制器相關文章:pid控制器原理
稱重傳感器相關文章:稱重傳感器原理





評論