基于單片機的焊接溫度測量儀的設計

傳統的焊接過程中,焊接溫度的控制是憑操作者人工觀察和人工調節高頻電源輸出功率或焊接速度實現的,如果輸入的焊接熱量不足,就會出現低溫焊接,2個待焊邊緣只能達到局部熔化,氧化物難以排出焊縫,產生質量缺陷。如果焊接輸入熱量過大,會使焊縫邊緣出現過多的熔化金屬,在壓力正常的情況下,由于熔化區過寬,也很難將氧化物排出焊縫。因此,焊接質量受到諸多人為因素影響,其穩定性難以保證。非接觸式紅外測溫儀為焊接在線溫度監控提供了一種有效的技術手段。采用紅外測溫儀可以實現在線焊接溫度測量,并且可以進一步構成焊接溫度自動控制系統。
1 紅外測溫原理
紅外測溫是利用物體的熱輻射特性與溫度之間的關系來實現非接觸測溫的一種方法。任何物體受熱后都將一部分熱能轉換為輻射能,理論和試驗都證明輻射能量與溫度成正比。
紅外測溫儀內設光學裝置,可以收集來自物體的輻射紅外線能量,并把該能量聚焦在探測器上。輻射能量是以波動的方式傳播的,并可以通過光電轉換器件和其它相關的輔助電路、光路構成的傳感器,將輻射能量轉換為電信號,并被放大、顯示出來。對于從室溫到上千攝氏度這樣的工業中常用的測溫范圍,輻射能量較高的光譜在近紅外到紅外波段范圍內,所以稱作紅外測溫。
2 紅外測溫儀的硬件設計方案
紅外測溫儀采用凌陽科技公司的SPCE061A單片機及LED鍵盤控制電路和紅外測溫傳感器電路實現,系統結構框圖如圖1所示。
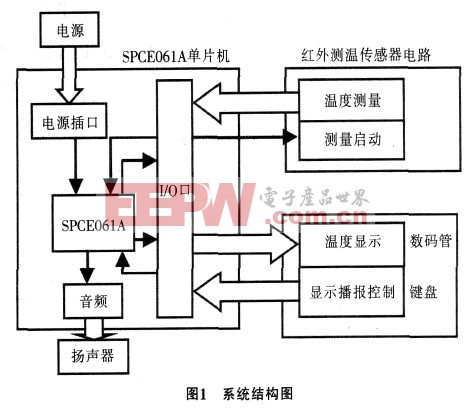
該測溫儀包括按鍵、音頻輸出和紅外測溫部分。
其中,按鍵部分:按鍵開始測溫,一直按下,聽到聲音表示測溫完畢。音頻輸出部分:主要是將SPCE061A兩路音頻輸出端通過LM386放大,經揚聲器播放。
紅外測溫部分:主要是通過SPCE061A I/O口的控制,將所測得的溫度接收到單片機中,實現在線溫度測量。然后,單片機經過處理控制輸出,來調整焊接功率的輸出。
凌陽單片機SPCE061A作為該測溫系統的控制中心,負責控制啟動溫度測量、接收測量數據、計算溫度值,并根據取得的鍵值控制播放顯示過程,同時通過音頻輸出通道播報溫度值;紅外測溫傳感器電路負責溫度的測量、采集,并將采集數據通過數據端口傳送到SPCE061A單片機;LED鍵盤控制電路中的鍵盤,控制溫度顯示和播放,數碼管顯示溫度值。該系統的電路連接方式如圖2所示。
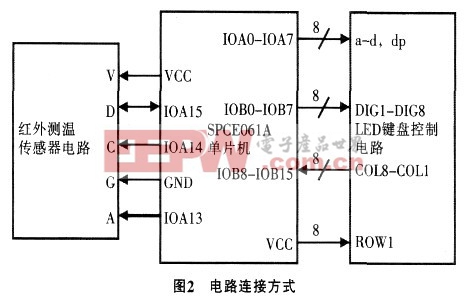
圖2中,IOA0- IOA7控制數碼管的段選,IOB0-IOB7控制數碼管的位選,IOB8- IOB15實現1*8鍵盤,IOA13- IOA15控制紅外測溫傳感器電路的啟動、時鐘及數據接收。LED鍵盤控制電路和紅外測溫傳感器電路的VCC和GND均與SPCE061A共用。

單片機相關文章:單片機教程
單片機相關文章:單片機視頻教程
單片機相關文章:單片機工作原理
波段開關相關文章:波段開關原理
溫濕度控制器相關文章:溫濕度控制器原理





評論