旋轉壓實儀控制系統的設計

關鍵詞:PLC 觸摸屏 旋轉壓實儀
1 引言
現代工業控制不斷朝著智能化和自動化方向發展,各種自動化生產線、柔性制造系統不斷涌現,大大促進了PLC等智能控制器在系統維護中的應用。與此同時人們對現場可操作性、可維護性要求也不斷提高。觸摸屏具有操作簡單,界面友好,編程簡單,與PLC通訊良好,抗干擾能力強等優點,能較好地滿足人們的這些要求,這使得觸摸屏技術在工業領域得到越來越廣泛的應用。
旋轉壓實儀是用于加工性能檢測用瀝青標樣的機械電氣系統。因為瀝青標樣性能的檢測對于公路建設有很重要的意義,性能不合格的瀝青一旦用于高速公路建設,必然影響公路的建設質量,甚至可能危及行車安全。因而檢測用標樣的加工工藝過程就很重要。該旋轉壓實儀集機械、電氣、儀表于一身,對其加工標樣有較高品質要求,也就要求其電氣控制系統具有較高的自動化和智能化。本文闡述了一種通過與觸摸屏通訊控制的PLC系統。
2 系統的工作原理和控制要求
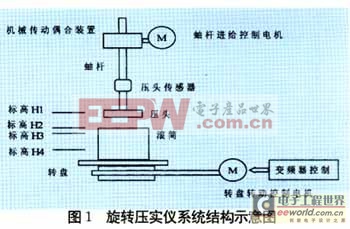
圖1是旋轉壓實儀機械結構簡單示意圖。本系統要實現直線和轉動兩種運動形式,共采用兩臺電機(如圖1),一臺是直流伺服驅動的控制蚰桿進給的交流電機,實現可變速的直線運動:另外一臺是由變頻器控制調速的轉盤控制的永磁低速電機,變頻器有兩段速輸出,低速段實現轉盤的偏心角度校正,高速段實現轉盤正轉和反轉運動。全系統由電氣和機械系統配合控制,包括標高轉數測定、壓力檢測、測速等要求。另外還要有行程限位及接近開關來對機械狀態進行檢測,以確保系統的安全。全系統通過觸摸屏完成參數設定及顯示。
2.1 工作原理
該系統就是利用旋轉搖勻的原理,蚰桿進給控制電機驅動蚰桿,以額定速度使壓頭下行,到進入滾筒前減速進入滾筒。在整個下行過程中,不斷檢測壓頭所承受的壓力,壓頭抵到瀝青標樣,壓頭達到一定壓力,蚰桿進給控制電機依據壓強和速度比例關系減速,同時轉盤轉動控制電機帶動轉盤搖轉,將瀝青標樣搖勻,并在壓頭的作用下壓縮成需要的標樣。
2.2 控制要求
①標高要求:蚰桿下行距離是通過計數蚰桿進給控制電機的測速脈沖,再按照蚰桿進給率轉換得來的。該系統的幾個運行階段都與高度有關,測速不準,測的高度不夠精確,就會影響到系統的安全運行,因而測速的精度要求很高。
②低速和調速要求:在壓頭壓縮瀝青標樣時,由于壓頭承受一定壓強,蚰桿一般都處在低速運行階段,蚰桿進給控制電機運行速度太快,蚰桿進給控制電機扭矩過大,壓頭的承受壓力過高,則會影響到系統安全運行。因而低速要求高。另外還要求蚰桿進給控制電機在壓力變化自動調整運行速度。
在系統自動運行過程中,如何精確計數測速脈沖,如何精確地調速,都是本系統控制關鍵。
3 控制系統設計
3.1 控制系統功能
(1)實現旋轉壓實儀的基本功能;
(2)實現人機對話畫面;
(3)實現對系統運行過程中出現故障自我診斷功能,并通過人機畫面顯示;
(4)故障發生時,系統自動停止,并同時發出聲音警報;
(5)能隨時打印必要的信息。
3.2 控制系統組成
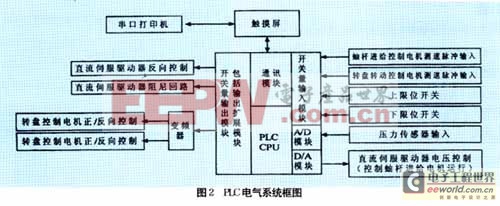
如圖2所示,本系統選用松下FP0系列14點PLC,包括8點輸入點和6點輸出點,并有一個RS232C通訊口和一個RS422編程口。人機界面采用帶有RS232/RS485通訊口的PWSl711STN觸摸屏,人機通過RS232口與PLC進行通訊。系統所需AC220,DC24V電源均由外部供給。
3.3 控制系統軟件設計
系統軟件設計主要由兩部分構成,一部分是觸摸屏的畫面設計,另一部分是PLC軟件設計。
(a)人機界面軟件設計
人機界面是用戶設定工藝參數的關鍵,以及信息顯示的重要設備。該系統采用的觸摸屏可支持與多種PLC語言通訊。其編程軟件ADP3提供了功能強大的巨集指令,在編程中可以大大節省PLC的程序容量,使PLC的控制精度及效率最佳化。
人機界面主要由兩部分組成,一部分是系統工作參數的設定,包括手動工作方式和自動工作方式兩部分。其中手動工作方式主要是用于旋轉壓實儀的測試階段,自動工作方式用于旋轉壓實儀的自動運行,?其中自動運行有兩種轉數和標高控制兩種模式;另一部分是報警功能設置。
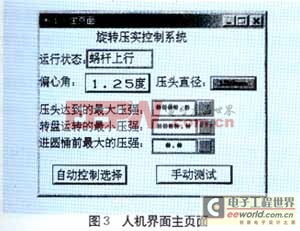
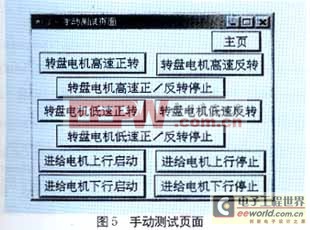
整個人機畫面包含有以下畫面:主畫面(圖3)、自動方式畫面(圖4)、手動方式選擇畫面(圖5)、警報畫面(圖6)。
主畫面(如圖3)包括運行最大壓強設定、壓頭工作最小壓強設定、進桶前最大壓強設定、自動方式選擇、手動測試方式選擇。
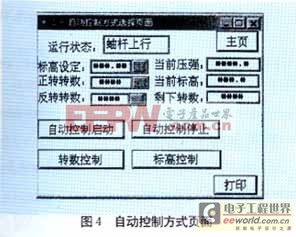
自動方式畫面用于旋轉壓實儀自動運行階段(如圖4),包括運行狀態顯示,標高設定、轉盤控制電機正反轉數設定、當前標高顯示、剩下轉數顯示、當前壓強顯示。此外還包括有兩種控制模式選擇(轉數控制和標高控制)以及還有打印按鈕,其中打印功能通過編輯人機界面中的巨集指令來實現。
手動測試畫面(如圖5)用于旋轉壓實儀測試階段,包括兩臺電機六種運行方式,目的是為了檢測當前各個電機是否可以正常工作。
警報畫面(如圖6)顯示運行過程中有可能出現的故障信息,共有四種可能的故障信息,壓頭未對準圓桶,壓力超過最大壓強,標高超過H1,標高低于H4(圖1所示)。

(b)PLC軟件設計
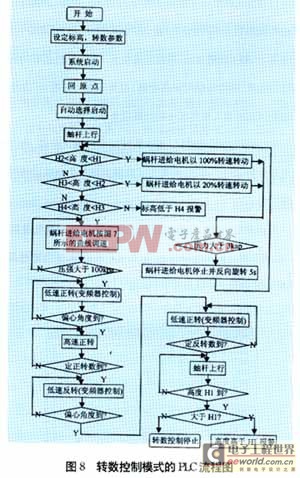
PLC程序以循環方式執行,從主程序開始執行,執行完畢后,然后再回到主程序,程序掃描周期為幾毫秒。整個PLC程序是在松下的FPWIN平臺上用布爾梯形圖完成。整個系統的轉數控制模式的PLC流程如圖8所示,標高控制模式過程類似。

在PLC程序現場調試過程中,碰到了一些問題,例如從壓力傳感器轉化過來的壓力值波動很大,對系統穩定運行造成很大的影響,所以在程序中采用數字濾波的方式,消除壓力值的波動,使系統穩定、安全地運行。
4 結束語
可編程控制器與觸摸屏的結合可用在許多工控領域,在旋轉壓實儀中的應用只是一個很典型的實例。該系統已經應用于現場,性能可靠,控制精確,人機對話友好,能完全滿足用戶的使用要求,完全可以替代國外同類產品。
參考文獻:
[1]弭洪濤.可編程序控制器(PLC)原理和應用[M].北京:中國水力出版社,1999
[2]松下電工株式會社.FP0 programming manual[S].大阪,2000
[3]Hitech Corp.工業級人機界面使用手冊[S].臺灣,2000







評論