焊接機理完整版

Cosθ=(σ固?氣-σ固?液)/σ液?氣
式中:σ固?氣為基體金屬與氣相(或釬劑)之間的界面張力;
σ固?液為基體金屬表面與液態釬料之間的界面張力;
σ液?氣為液態釬料的界面張力;
接觸角θ的大小表征了體系潤濕與鋪展能力的強弱。θ= 0°時,稱為完全潤濕;0°θ90°時,稱為潤濕;90°θ180°時,稱為不潤濕;θ=180°時,稱為完全不潤濕。
焊接時,液態焊料對固態母材的潤濕是最基本的過程。因此,要獲得優質的焊接接頭,就必須保證液態焊料能良好地潤濕母材,只有這樣,釬料才能順利填充釬縫間隙,所以,一般情況下希望液態焊料在母材上的接觸角要小于20°。SMT焊接要求小于30°。
潤濕程度的目測評估
潤濕程度的大小,分為下列幾種狀態:
1) 潤濕良好:指在焊接面上留有一層均勻、連續、光滑、無裂痕、付著好的焊料,此時潤濕角小于30度。通過切片觀察,則在結合面上形成均勻的金屬面化合物,并且沒有氣泡。
2) 部分潤濕:金屬表面一些地方被焊料潤濕,另一些地方表現不潤濕。在潤濕區的邊緣上,潤濕角明顯偏大。
3) 弱潤濕:表面起初被潤濕,但過后焊料從部分表面濃縮成液滴。
4) 不潤濕:焊料在焊料面未能形成有效鋪展,甚至在外力作用下,焊料仍可去除。
毛細現象及其在焊接中的作用
毛細作用:是液體在狹窄間隙中流動時所表現出來的固有特性。在實際生活中有很多這樣的例子,例如:將兩塊平行的玻璃板或直徑很細小的潔凈管子插入某種液體中,液體在平板之間或在細管內會出現兩種現象:一種是液體沿著間隙或細小內徑上升到高出液面的一定高度h,如圖2(a)所示;另一種是液體沿著間隙或細小內徑下降到低于液面的一定高度h,如圖2(b)所示,這種現象稱為“毛細作用”。液體在毛細作用下,在間隙或細小內徑中上升或下降的高度,可由下式確定:
h=2σ液·氣·cosq / g·ρ·r
式中:σ液·氣—液相與氣相界面上的界面張力;
q—潤濕角;
r—毛細管的半徑(或平板間隙);
g—當地的重力加速度;
ρ—液體的密度。
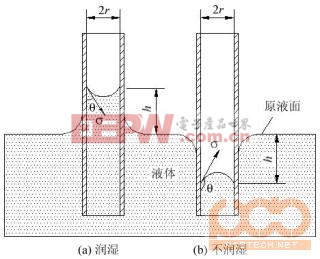
圖2 細小間隙中的毛細作用
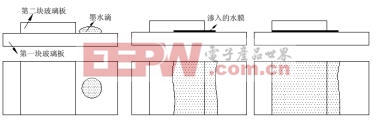
圖3 毛細作用效應
據我們中學的物理中所講,平行間隙中的毛細作用是均勻的,然而,在焊接中,平板平行間隙中的毛細填縫作用是不均勻的。我們不妨做一個簡單的實驗:將兩塊玻璃板搭接在一起,在搭接的邊緣上,滴一滴墨水,我們可以清楚的看見這一現象,就是墨水在平板間隙中不是均勻、整齊地流動,而是紊亂的流動。并且還可以看到,墨水的填縫速度是不均勻的,不僅在前進方向會有流速不均勻的現象,有時還受到墨水沿側面流動的影響(如圖3所示)。因此,從這一試驗結果可以看出:焊接時,焊料的毛細填縫也應是不均勻、不規則的。實際上這種毛細填縫特點將會直接影響焊接接頭的質量,形成焊縫不致密,產生夾氣、夾渣等缺陷。
在焊接過程中,焊縫可能處于水平或傾斜等各種位置,而且在實際表面構成的平行間隙內,由于表面粗糙度的影響,使得實際間隙內各處的實際值的大小不同,焊料流動前沿不能夠象理想表面構成的平行間隙時焊料流動前沿那樣平穩,而會產生紊亂,但液態焊料有優先填充微小間隙的傾向,這

評論