應用RFID的數控刀具識別系統設計與實現

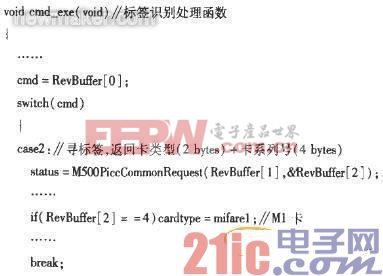
軟件系統包括主程序、串口中斷程序和發射子程序。主程序為順序結構,完成串口、中斷初始化設置;串口中斷程序接受上位機命令,配置RC500內部寄存器;發射模塊進入發射狀態,讀寫器通過防沖突算法分時選擇一個標簽進行讀取,實現標簽的識別,耗時短。這里給出標簽識別操作的程序片段,軟件流程如圖3所示。
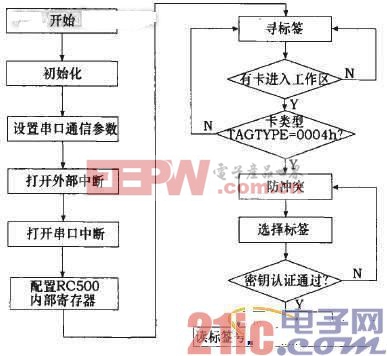
圖3軟件流程
標簽識別操作的程序片段:
2.3上位機軟件設計
上位機通信軟件使用VC++6.0軟件編寫。主要功能是通過申門通信發送所要執行的操作命令,讀取刀具標簽信息。以及將讀取的信息進行處理,查詢數據庫顯示。
刀具信息管理系統中單位刀具的信息上要由靜態信息和動態信息組成。靜態信息是刀具本身固有的加刀具編號、刀其名稱和兒何參數等;動態信息則會隨著刀具的使用而發生變化,如借還信息、庫存信息等。系統在VC++環境下使用動態數據對象(ActiveXData Objects ADO)來對數據庫應用程序進行開發。
3系統功能實現
3.1隨機快速取刀
為了驗證系統功能,設計了一個具有8刀位(間隔45度)的圓盤回轉裝置,隨機存放刀具。RFID系統初始對應的刀位設為識別起點。系統啟動,刀盤從當前起點開始隨步進電動機控制每轉動45度,RFID識別當前刀具標簽,每次識別的信息傳給微處理器存于刀位信息數組,數組包含刀座和刀具對應信息。RFID將一圓周識別完后,回到識別起點。此時,微處理器端的鍵盤輸入所需的刀具號,微處理器內部算法運行,查找刀位數組中與輸入刀具號信息匹配的刀位,并計算該刀位與識別起點的角度差(角距)。角距值為n*45度(n=0~7)。再根據n的取值,判斷電動機如何旋轉才能最快到達目標刀具。接著,RFID讀寫器將所對應刀具信息的核心參數在液晶顯示器上顯示。隨后便等待取刀,工作完成后RFID系統將重回識別起點,整個識別過程運轉快速簡便。系統換刀流程如圖所示。
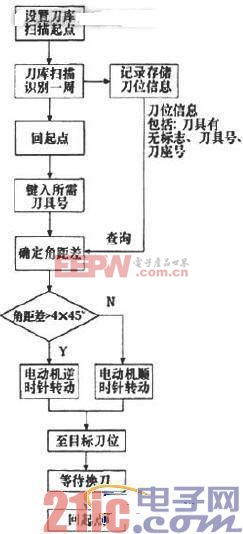
換刀流程
新刀其存入庫的方式遵循就近空位放置的原則。取刀后,圓盤刀庫8個刀位中將有空刀位。當新刀具需存入刀庫時,微處理器查詢該時刻各刀位信息。確定距離當而RFID系統位置的最近空刀位,隨后,刀庫轉至最近空刀位,等待欣置新刀具。放置過后,RFID重新識別放置新刀具后的刀位信息并存儲,以待下次識別工作的循環執行。新刀人庫后,整個刀位信息數組無需重置。只修改部分信息即可。
3.2實驗結果
系統工作時,圓盤刀庫轉速為15r/min,RFID.識別刀具標簽時間為0. 25s.系統掃描識別一圓周總時間為6s.接著系統接受需查詢的刀具號對目標刀具定位,假設RFID在識別起始點(0號刀位),刀具識別定位的平均時間為1s.
本識別系統改善了刀庫中刀具識別的功能,使整個識別過程更加有效、穩定。對刀具識別的改進,使刀具在刀庫中能隨機存放;將射頻識別與查表定位相結合的方法應用于刀具定位中,系統功能執行效率更高;電子標簽中存有的刀具信息容量更大;單位刀具信息在換刀過程中可實時顯示,使換刀過程實現可視化控制。
4結語
無線射頻識別與其他目前應用的刀具識別方法比較,電子標簽不受現場惡劣環境的干擾,不怕油、灰塵和臟東西的污染,使用壽命長,自動化程度高。數控機床刀具射頻識別系統的用途是監控刀具和管理刀具,為機械加工準備好所需刀具,避免了停工等刀現象的產生。
本系統中管理與監控有機結合,具有較強的實用性,可提高生產效率和降低管理成本。

p2p機相關文章:p2p原理







評論